Štednjak za kadu iz cijevi: suptilnosti proizvodnje

Među ljubiteljima rekreacije na otvorenom ili ljubiteljima zdravog načina života, rijetko se nalazi netko tko se ne voli kupati u parnoj kupelji. Danas mnogi ljetni stanovnici nastoje steći vlastitu kupaonicu. Nedavno je neovisno stvaranje peći za saunu iz cilindra ili cijevi dobivalo zamah. Izgradnja peći od čvrste cigle zahtijeva određene vještine i sposobnosti, između ostalog, takva peć zauzima više prostora, a možete je kupiti u željezari, ali košta određenu svotu novca. Dok je metalna peć ekonomičnija opcija i mnogo je lakše napraviti je sami, a da ne spominjemo činjenicu da ovaj posao možete povjeriti zavarivaču.


Peć, izrađena samostalno, uzimajući u obzir sigurnosne mjere, ne predstavlja prijetnju ljudskom životu i zdravlju, jer njegovo zatvoreno tijelo ne ispušta ugljični monoksid tijekom rada.


Značajke: prednosti i nedostaci
Početni materijal za metalnu peć za kupanje može biti ne samo cijev ili cilindar, već se koristi i čelični lim.
Listovi se obično izrađuju od tijela u obliku pravokutnog paralelepipeda, ali ovaj oblik ima svoje karakteristike:
- listovi se prvo moraju rezati, rezati i spojiti zajedno s aparatom za zavarivanje;
- kao rezultat toga, takva pećnica će koštati više;
- cilindrično ložište bolje provodi toplinu;
- na temelju putanje dimnih plinova, poželjniji je kružni presjek;
- ravni zidovi su podložniji izgaranju od cijevi izrađenih od potpuno istog materijala.



Koje su prednosti metalnih peći:
- cilindar je samo malo inferiorniji od sfernog oblika u smislu toplinske vodljivosti;
- debljina stijenki cijevi za vodu ili plin omogućuje postizanje visokih stopa toplinske vodljivosti;
- pećnica se može pomicati, izdržljiva je;
- cijena proizvodnje takve peći je vrlo niska, budući da se reznice cijevi često prodaju po niskim cijenama;
- detaljne upute za proizvodnju u kojima se navode veličine i promjeri cijevi smanjit će radni intenzitet procesa i uštedjeti vrijeme;
- mnogi tvornički proizvodi ove vrste izrađeni su od potpuno istih cijevi, po čijoj je slici i sličnosti lako rekreirati proizvod na ručni način;
- osim toga, takvi su uređaji otporni na toplinu, otporni na koroziju, izdržljivi i lako podnose temperaturne ekstreme.



Naravno, takve peći imaju svoje nedostatke - obrada debele metalne cijevi zahtijeva i primjenu fizičke sile i alata za određenu vrstu posla.


Vrste i karakteristike
Prema položaju u prostoru, peći izrađene od cijevi dijele se na sljedeće vrste:
- okomito;
- horizontalno.


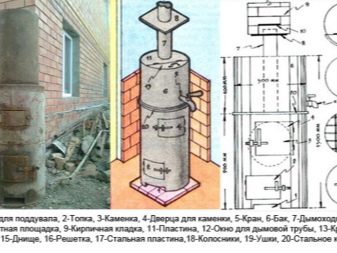
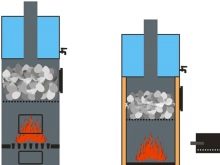
Vertikalna peć izgleda kao lončanica, ali ima razlike - dodatna posuda za kamenje i posuda za vodu.
Vertikalna domaća pećnica zauzima manje prostora, što je od velike važnosti za male dimenzije parne sobe, međutim, iz istog razloga, inferiorno je u odnosu na horizontalnu peć u smislu vremena gorenja i intenziteta prijenosa topline. U procesu izgaranja goriva, toplina se povećava, bočne stijenke nemaju vremena za zagrijavanje. U horizontalnoj peći proces ide drugačije - budući da zagrijani zrak na putu do dimnjaka istovremeno zagrijava svod tijela. Na temelju toga, jasno je da će učinkovitost horizontalne peći biti veća od one vertikalne.Glavni nedostatak ovog dizajna smatra se mjestom vrata puhala i ložišta izravno u parnoj sobi.

Gorivo u okomitoj cijevi brže će izgorjeti ako vrata posude za pepeo nisu zatvorena, čime se zaustavlja pristup kisika vatri. U takvoj cijevi vatra je u interakciji s cijelim volumenom drva za ogrjev, dok se u horizontalnoj cijevi gorivo troši postupno, što je logičnije za zagrijavanje kupelji. Također, u horizontalnom obliku peći je veća pokrivenost ogrjevnim kamenjem i veća konvekcija vrućeg zraka, osim toga, vrata puhala i peći, koja se nalaze na samom kraju cijevi, čine ga moguće ih izvaditi iz parne sobe. I prvi i drugi tip mogu se izraditi ručno.


Priprema
Naravno, ručno izrađena peć neće imati izvrstan izgled ili originalnost, ali svoju funkciju obavlja ništa lošije od tvorničke i savršeno zagrijava parnu sobu površine do 20 m2.
Prije svega, cijev mora osigurati svoje glavne funkcije., naime, ravnomjerno upijaju i stvaraju toplinu te pritom imaju dovoljno debele stijenke tako da se peć ne boji visokih temperatura i dugo traje. Govoreći o osnovnim karakteristikama cijevi, potrebno je uzeti u obzir ne samo promjer poprečnog presjeka i debljinu stijenke, već i ocjenu čelika. Jasno je da kada koristite bilješke, takve informacije nisu uvijek dostupne.


Govoreći o standardnoj kadi, sljedeće se veličine smatraju optimalnim:
- promjer sekcije - 0,5-0,55 m;
- debljina stijenke - 8-12 mm.


Treba napomenuti da što je veći promjer, to će biti veća potrošnja drva za ogrjev.



Obratite posebnu pozornost na kvalitetu materijala: za proizvodnju peći u kadi prikladne su samo čelične cijevi, a čelik nije potreban s visokim ugljikom. Nije prikladan za rad s profilima, jer njegovi šavovi lako mogu izgubiti oblik ili se čak raspasti. Čelik s visokim udjelom ugljika možete prepoznati po iskrama koje se pojavljuju kada su metal i brusni prsten u interakciji - bijele iskre će se raspršiti u svim smjerovima. Čelik s niskim udjelom ugljika, zauzvrat, daje iskre žućkaste boje, koje imaju pravocrtnu putanju, a dijelovi od nehrđajućeg čelika neće raditi. Najbolja opcija je čelik s udjelom ugljika od oko 2%. Također, pri odabiru metala, bolje je izbjegavati legirani čelik - također je lako izračunati pomoću šmirgla: iskre iz interakcije s metalom bit će narančaste, crvene ili svijetlo bijele.


Ni u kojem slučaju se ne smije koristiti lijevano željezo, jer se u dodiru s vodom pogoršava.
Ostale prednosti čeličnih cijevi:
- otpornost na mehanička oštećenja, visok prijenos topline i nizak koeficijent ekspanzije pri zagrijavanju;
- očuvanje topline čak i nakon potpunog izgaranja drva za ogrjev.

Cijevi imaju svoje karakteristike prema specifikaciji. Razmotrimo ove informacije detaljnije.
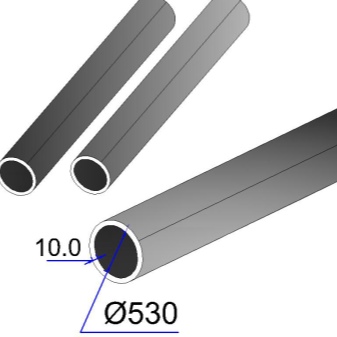
Okrugle cijevi se klasificiraju prema veličini njihovog unutarnjeg promjera. Drugi broj označava debljinu zidova, sljedeći daju informacije o njegovoj vrsti i drugim karakteristikama. Uobičajeno je da se kao mjerna jedinica uzima milimetar. Ako su cijevi profilirane, prva dva znaka označavaju maksimalnu veličinu poprečnog presjeka, treći broj - debljinu stijenke. Oznake "530 x 10" znače da je promjer cijevi duž unutarnje stijenke 530 mm, debljina 10 mm, vanjski promjer 550 mm s greškom od +/- 5 mm, uzimajući u obzir bočnu toleranciju, koja iznosi 10%. Pretežno tolerancija brzine protoka primjenjuje se na eliptičnost.

Debljina stijenke cijevi također će varirati.
Vodovodne cijevi se dijele na sljedeće podvrste:
- lagana;
- obični;
- utvrđeni.
Na ovaj ili onaj način, najpopularnije cijevi imaju promjer poprečnog presjeka od 530 mm, njihova debljina je 6-12 mm, a nominalna vrijednost je 6, 8 ili 10 mm.

Ove informacije su potrebne kako bi se odmah pravilno pripremili materijali za buduću peć.Najbolja opcija za promjer cijevi je 0,5 m, što podrazumijeva i dobar toplinski kapacitet i udoban rad. Cijevi nominalne vrijednosti od 500 mm i više imaju nagib od 10 mm i obično se klasificiraju kao cijevi velikog promjera. Mnogo je lakše odmah pokupiti cijevi koje se međusobno podudaraju u promjeru presjeka i debljini stijenke kako biste sebi olakšali izradu koncentrične strukture i smanjili razmake između njih.

Cijevi su jedan od najčešće traženih proizvoda., pa ih nema smisla previše skrupulozno regulirati. Cijevi u rasponu od 250 do 400 mm imaju širok raspon izbora. Ako je moguće, za proizvodnju peći za saunu, dajte prednost ostacima spiralnih cijevi (njihova oznaka je GOST 20295 85). Uspoređujući ih s uzdužno zavarenim cijevima (GOST 10704-91), imaju niže vrijednosti eliptičnosti, točnije su i prodaju ih po istoj cijeni kao i otpadni metal. Pune lijevane cijevi bez šavova su još bolja opcija, ali su prikladne samo za izradu malih dijelova, jer njihov promjer nije veći od 250 mm.
Kada se pripremate za posao, opremite si radno mjesto - to može biti ili garaža ili kućna radionica.


Materijali (uredi)
Za izvođenje radova potrebni su sljedeći materijali:
- sama cijev, koja će biti potrebna za stvaranje ložišta i spremnika za vodu, njezin promjer bi trebao biti od 500 do 600 mm (optimalno se smatra 530 mm), debljina stijenke - od 8 do 16 mm, duljina - od 1,2 do 1,5 m ;
- cijev koja će nakon toga postati posuda za kamenje - promjer joj je oko 400 mm;
- dimnjak - promjer 120-150 mm, debljina 2-4 mm;
- metalni limovi u količini od nekoliko komada, dimenzija oko 600 x 800 mm, debljine oko 8-12 mm;


- šarke od metala;
- mali dio cijevi za vodu s navojem, promjera 1 / 2-3 / 4 inča, duljine 50-80 mm i slavine za vodu s navojem unutar istog promjera;
- segmenti šipki od armature - duljine oko 500 mm, promjera od 12 do 18 mm, prikladne su gotove rešetke od lijevanog željeza za kruta goriva;
- sastav cementa;
- cigle;
- pijesak.



Imajte na umu da je preporučljivo napraviti pretinac za gorivo, dimnjak i bojler ne od crnog metala, već od nehrđajućeg čelika. Iako je to povezano s određenim poteškoćama, jer će za njihovo zavarivanje biti potrebne elektrode od istog nehrđajućeg čelika ili posebna žica za zavarivanje.


Potrebni alati:
- uređaj za zavarivanje elemenata;
- bilo koji jak metalni rezbar;
- elektrode;
- ugradna dizalica;
- valjani metal za noge;
- azbestni kabel;
- kvake na vratima.





Sheme i crteži
Prije početka rada, morate odlučiti koja će vrsta pećnice - okomita ili vodoravna, biti poželjna. Zatim izradite radni crtež uzimajući u obzir sve parametre - dimenzije uređaja, konfiguraciju njegovih komponenti, dimenzije.
Ako je ovo prvo iskustvo samoproizvodnje peći, logičnije je pozvati se na gotove crteže i dijagrame za izradu tipičnog modela uređaja, to će pomoći u izbjegavanju pogrešaka i daljnjeg nepravilnog rada jedinice . Štoviše, nepravilno sastavljena peć može ugroziti ljudski život i zdravlje!
Potrebno je pripremiti temelj na koji će pećnica biti postavljena:
- Na području gdje se planira ugradnja uređaja iskopava se jama dimenzija 50 x 70 x 70 cm.
- Dno jame je prekriveno sitnim šljunkom. Imajte na umu da debljina sloja treba biti najmanje 30 cm. Zatim ovaj sloj morate nabiti što je moguće čvršće.
- Zatim morate pripremiti cementni mort na temelju sljedećeg omjera komponenti: uzmite 4-5 dijelova pijeska za 1 dio cementa, razrijedite vodom dok se ne dobije kremasta homogena smjesa. Napunite sloj ruševina i ostavite da se stvrdne - ovaj proces obično traje 24 sata.
- Kako bi se stvorila hidroizolacija, krovni materijal se polaže na stvrdnuti cementni sloj u nekoliko slojeva.
- Na kraju se sloj krovnog materijala izlije betonskim sastavom: gdje 1 dio cementne smjese čini 2 dijela pijeska, 4-5 dijelova šljunka i vode. Nakon toga morate izravnati rezultirajući sloj.



Nakon što se temelj osuši, opremljena je glinena platforma na koju se naknadno polažu cigle u istim dimenzijama - 0,7 m x 0,7 m. Kao rezultat toga, platforma od opeke treba biti visoka oko 15-20 cm. Kako bi se zaštitila zidovi od pregrijavanja na mjestu, dizajnirani za mjesto peći, postavljen je zaštitni zaslon od opeke, koji su položeni rubom i pričvršćeni glinenim sastavom. Najbolja duljina za ovu konstrukciju je 120 cm, dok se peć nalazi najmanje 20 cm od nje.


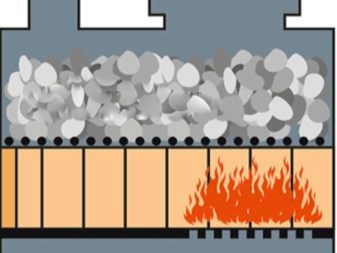
Nije važno kakvom će peći buduća kupka biti opremljena - vodoravno ili okomito - u svakom slučaju, bit će opremljena grijačem. U ovom članku nećemo se doticati teme odabira kamenja (većina preporučuje korištenje riječnog šljunka, balsata, kvarcita, talk-klorida ili gabrodijabaze), svejedno, toplinski kapacitet ovisi o grijaču. Ne možete jednostavno napuniti peć kamenjem, jer se u tom slučaju kupka neće zagrijati i sva će se toplina taložiti u cijev u obliku čađe.
Prvo morate odlučiti hoće li grijač teći ili otvoren. U prvom slučaju, kamenje će biti isprano dimnim plinovima, podešavanje načina rada u ovom slučaju je prilično jednostavno - dovoljno je odabrati i postaviti razno kamenje u nekoliko faza dok se ne postigne željeni učinak. Postoje nijanse - u ovom slučaju možete pariti samo kada koristite najkvalitetnije drvno gorivo i dodati paru samo kada koristite vodu. U slučaju otvorene peći, ti zahtjevi nisu, ali je njegovo stvaranje teže provesti.



Najjednostavniji tip otvorene peći je pladanj postavljen na ložište. Takav uređaj prikladan je samo za horizontalni pogled na peć. Ali postoje poteškoće - preliminarni izračuni, kao i proučavanje prototipova, budući da se kontaktna površina između kamenja i zidova peći mora točno promatrati. Drugačija vrsta grijača zahtijeva manju točnost, u kojoj se zagrijavanje odvija pomoću dimnih plinova, ali je takav uređaj teže izraditi.
Bez odgovarajućeg iskustva, najbolje je dati prednost okomitoj pećnici - u njemu se grijač i posuda za vodu zagrijavaju uzastopno. Za iskusnije ljude, bolje je napraviti paralelnu pećnicu, voda se u ovom slučaju zagrijava brže. Najteže za proizvodnju je peć na zvono, u kojoj je peć također otvorena.


Izrada i montaža
Ne smijemo zaboraviti da interakcija s peći izravno korelira s rizicima mogućih opeklina i opasnosti od požara, stoga je, kako bi se izbjegle moguće posljedice, potrebno primijeniti određena pravila za ugradnju peći i uzeti u obzir osobitosti njezine operacija. Neće nužno biti okruglog oblika - postoje i druge mogućnosti. Različite vrste imaju približno ista svojstva, nije ih tako teško napraviti. Bez obzira što je gornja pećnica sama po sebi lagana, izmjenjivač topline mora biti postavljen na visini od najmanje 20 cm u odnosu na pod. Temelj može biti ili armirani beton ili cigla, ili se može sastaviti od betonskih blokova.



Preduvjet je i prisutnost metalnog lima dimenzija 0,5 x 0,7 m ispred ložišta i vrata puhala. Vrata se svakako moraju otvoriti unutar svlačionice ili parne sobe.
Najmanji razmak između dimnjaka, kao i ostalih grijanih metalnih dijelova peći, dimnjaka i drvene obloge zidova i stropa je 1 metar.
Najbolje je napuniti spremnik vodom prije paljenja kupke - vlaga koja uđe u vrući suhi metalni spremnik prepuna je opekotina od parnog udara.

Pažljivo pregledajte sve detalje.Prije nego što ih zavarite zajedno, kada je instalacija gotova, ne zaboravite provjeriti njegove karakteristike probnim paljenjem: učinkovitost, rad zavojnice. Idite u parnu sobu, ostanite unutra - cijenite zagrijavanje zraka oko vas.


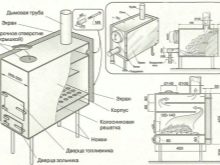
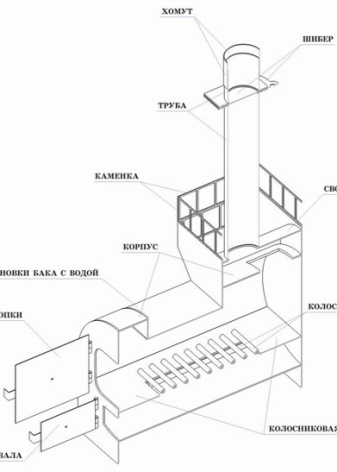
Horizontalna pećnica
Prilikom izrade vodoravne pećnice vlastitim rukama, postupak će biti sljedeći:
- Rezanje ložišta s mlinom dio je cijevi potrebnog formata (u strogom skladu s dijagramom). U pravilu će ova cijev biti duljine od 0,7 do 0,9 m.
- Izrada rešetki od metalnih okvira, kao i armaturnih šipki paralelnih s okvirom, razmak između kojih bi trebao biti oko 50 cm.
- Rešetke su ojačane unutar ložišta. U slučaju korištenja gotovih metalnih konstrukcija, presavijaju se na metalne kutove, prethodno zavarene iznutra.
- Odozgo je izrezana rupa koja će dalje služiti kao dimnjak, njegova veličina je od 15 do 20 cm. Najbolje je uvući se od stražnjeg zida za 15 cm kako bi vrući zrak također sudjelovao u izmjeni topline, a ne samo izlazi što je prije moguće.



Neki inzistiraju na rezanju rupe izravno u samom stražnjem zidu cijevi, ali to se ne preporučuje, jer se zbog takvih manipulacija učinkovitost peći naknadno smanjuje, a potrošnja goriva povećava.
Sljedeći korak je rezanje metalnog lima veličine koja odgovara stražnjem zidu i zavarivanje na njega. Ako dijagram ukazuje na prisutnost peći, tada ploča koja pripada stražnjoj stijenci peći mora biti veća tako da svojim gornjim dijelom stvara posudu za kamenje. U prednjem zidu je izrezan utor, koji će kasnije postati posuda za pepeo i ložište.


Fasada je pričvršćena zavarivanjem, a vrata su konačno obješena - obično se izrađuju samostalno ili kupuju u specijaliziranoj trgovini.


To je sve - peć za saunu je spremna. Prije uporabe, metal se mora obraditi protiv korozije i mogućih naslaga, nakon svih manipulacija potrebno je ispitati sposobnosti jedinice provođenjem prve kontrolne peći.


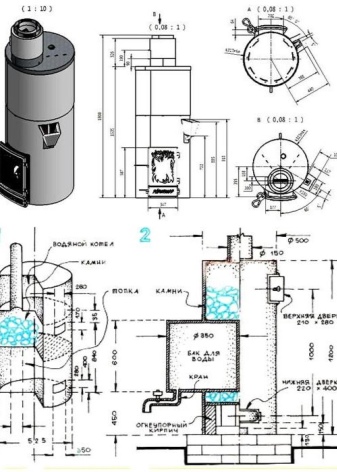
Okomito
Projektiranje vertikalne pećnice potpuno je isto kao i stvaranje horizontalne pećnice, osim u nekoliko točaka. Posebnost je izravan položaj cijevi u prostoru, kada oba kraja ne čine stražnju i prednju površinu, već gornju i donju. U takvim pećima, odjeljak za raspored kamenja nalazi se izravno u komori peći, zbog čega će izrada takve jedinice biti nešto složenija u izvedbi, ali će zagrijani zrak također biti zasićeniji.


Faze proizvodnje.
- Prvo, potrebno je izrezati prozor u cijevi, koji će služiti kao utor za puhanje za dovod kisika do gorućeg goriva, a također će prikupiti produkt raspada goriva - pepeo. Odmaknite se 40 mm od donjeg ruba cijevi i izrežite utor paralelepipeda brusilicom ili pilom za metal, koji će naknadno biti veličine približno 80 x 240 mm.
- U istoj osi morate izrezati još jedan utor za skladištenje goriva u njemu - odmaknite se od gornjeg ruba rupe za puhanje od 180 do 200 mm. Postupak rezanja mora se obaviti vrlo pažljivo i što je moguće pažljivije, jer će ti odsječeni segmenti naknadno služiti kao vrata ložišta i puhala.


- Iznad razine ložišta nalazi se pladanj za odlaganje kamenja. Od prednjeg ruba ložišta izmjerite od 120 do 180 mm, izrežite utor u obliku kruga promjera oko 350 mm. Imajte na umu da ovaj utor mora biti pomaknut za 90 stupnjeva u odnosu na opseg cijevi.
- Sljedeća cijev se reže na duljinu koja je jednaka vanjskom promjeru veće cijevi. Zatim morate odrezati apikalni dio za tri četvrtine kako biste materijalu dali oblik žlice.
- Prazni zid je zavaren na stražnjem dijelu s utorom, na prednji dio, zauzvrat, pričvršćen je čep s pomičnim vratima u obliku polukruga, koji će se naknadno koristiti kao spremnik za kamenje i dodati tekućinu u kamenje tijekom parne kupelji.


- Ovaj rez je umetnut u osnovnu cijev na način da mu je vanjsko udubljenje od 20 do 30 mm sa slobodnim prostorom oko njega. Zatim se rupa pažljivo opeče oko perimetra. Prema potrebi, fiksira se iznutra uz pomoć armaturnih šipki.
- Od metalnog lima izrezan je kružni disk, koji je po unutarnjem promjeru jednak glavnoj cijevi. U sredini diska je izrezan pravokutnik - po veličini bi trebao lako smjestiti rešetke od lijevanog željeza. Ako ih nema, na dnu su zavarene armaturne šipke koje tvore rešetku od rešetki.
- Na podnožje spremnika goriva pomoću aparata za zavarivanje pričvrstite osnovnu cijev 20 cm iznad puhala.
- Izrežite bazu za puhalo od čeličnog lima. Odozdo se pećnica postavlja na male noge.


- Sljedeći korak je izrada bačve za vodu, a dimnjak treba ići ravno kroz nju. Glavna cijev se koristi kao bočne stijenke, dno je ujedno i gornji luk ložišta.
- Dno se izrezuje iz čeličnog lima u skladu s promjerom unutarnjeg dijela cijevi, zatim se na njemu izrezuje rupa u obliku kruga promjera 30 do 50 mm, koja će kasnije postati dimnjak.
- Dio dimnjaka se ubacuje u istu rupu tako da se proteže preko rubova za 100-120 mm.


- Dno spremnika za vodu umetnuto je u dimnjak i zavareno neposredno iznad kamene posude. Dimna cijev bi trebala biti sa strane mjesta u obliku lopatice.
- Posuda za vodu kuha se po cijelom perimetru, odozdo se napravi rupa u koju se umetne slavina.
- Šarke su zavarene za ugradnju vrata na tijelo. Provjerite ima li curenja punjenjem spremnika vodom. Zatim morate izvesti prvu ispitnu peć.


Korisni savjeti
Kako bi peć bio ne samo funkcionalan, već i ugodan oku, možete ga obojiti vatrostalnom bojom - boja otporna na toplinu ne samo da će joj dati željenu boju, već će i pomoći u zaštiti metala od korozije.
Također ga možete prekriti ciglom, koja ne samo da ima dekorativnu funkciju, već i spašava od prekomjernog infracrvenog zračenja, koje nosi zagrijani metal. Ova vrsta zraka ne lebdi, već gori.

Kako zavariti peć iz cijevi vlastitim rukama, pogledajte video ispod.





























































































Komentar je uspješno poslan.