Značajke proizvodnje betonskih blokova od ekspandirane gline

Proizvodnja betonskih blokova od ekspandirane gline ovih je dana vrlo široko rasprostranjena. Ali u takvoj proizvodnji potrebno je imati posebnu opremu, alatne strojeve i tehnologiju, ključne omjere materijala. Znajući kako napraviti ove blokove vlastitim rukama, ljudi mogu eliminirati mnoge pogreške i dobiti visokokvalitetan proizvod.


Potrebna oprema
Proizvodnja betonskih blokova od lakog agregata uvijek počinje pripremom potrebne opreme. Ona može biti:
- kupljeno;
- iznajmljen ili iznajmljen;
- izrađene ručno.


Važno: domaća oprema prikladna je samo za najjednostavnije industrije, uglavnom za pokrivanje vlastitih potreba. U svim složenijim slučajevima morat ćete koristiti vlasničke jedinice. Standardni set instalacija uključuje:
- vibrirajući stol (ovo je naziv stroja za pripremu početne mase ekspandirane gline);
- miješalica za beton;
- metalne palete (to će biti kalupi za gotov proizvod).
Ako imate raspoloživa sredstva, možete kupiti vibrokompresioni stroj. Uspješno zamjenjuje i dijelove za oblikovanje i vibrirajući stol. Osim toga, trebat će vam pripremljena soba. Opremljen je ravnim podom i dodatnim prostorom za sušenje, odvojenim od glavnog proizvodnog mjesta.
Samo pod tim uvjetima može se jamčiti optimalna kvaliteta proizvoda.



Vibracijski stolovi mogu imati dramatično različite performanse. Vanjski slični uređaji sposobni su često proizvesti od 70 do 120 jedinica proizvodnje po satu. Za kućnu upotrebu, pa čak i za male građevinske tvrtke, sasvim su dovoljni uređaji koji čine do 20 blokova na sat. Vrijedi napomenuti da u posljednja dva slučaja, umjesto kupnje gotovog stroja, često izrađuju "kokoš nesilicu", odnosno uređaj koji sadrži:
- kutija za oblikovanje s uklonjenim dnom;
- jedinica za bočne vibracije;
- ručke za demontažu matrice.
Sama matrica izrađena je od lima debljine 0,3-0,5 cm. Iz takvog lima se izrezuje radni komad s rezervom od 50 mm, što je potrebno za postupak nabijanja. Važno: zavari se postavljaju s vanjske strane tako da ne remete normalnu geometriju blokova.

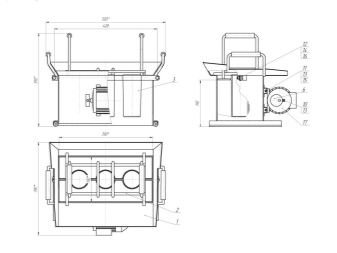
Stabilnost domaće jedinice možete povećati zavarivanjem trake koja je izrađena od ne-debele profilne cijevi. Perimetar je obično prekriven gumenim pločama, a kao izvor vibracija koriste se motori starih perilica rublja s pomaknutim težištem.
U profesionalnoj čvrstoj verziji koriste se betonske miješalice kapaciteta najmanje 125 litara. Oni nužno pružaju snažne oštrice. Markirani vibrirajući stol s oblicima koji se ne mogu ukloniti skuplji je, ali je lakši za rukovanje od sklopivog dizajna. Bez poteškoća, sve operacije na takvoj opremi mogu se gotovo potpuno automatizirati.
Također, u ozbiljnim tvornicama nužno kupuju palete za serijsko oblikovanje i troše desetke tisuća rubalja na svoj set za kompletnu proizvodnu opremu - ali ti se troškovi brzo isplate.

Materijalne proporcije
Najčešće za proizvodnju betonske mješavine ekspandirane gline:
- 1 dionica cementa;
- 2 udjela pijeska;
- 3 udjela ekspandirane gline.
Ali ovo su samo smjernice. Profesionalci znaju da se omjeri dijelova mogu značajno razlikovati.U ovom slučaju, oni se vode svrhom korištenja smjese i koliko bi gotov proizvod trebao biti jak. Najčešće se portland cement uzima za rad koji nije lošiji od marke M400. Dodavanje više cementa čini gotovu robu čvršćom, ali se ipak mora poštivati određena tehnološka ravnoteža.


Što je viši stupanj, potrebno je manje cementa za postizanje određene čvrstoće. Stoga uvijek nastoje uzeti najkvalitetniji portland cement kako bi dobili što lakši blokovi.
Osim poštivanja formalnih proporcija, treba obratiti pažnju i na kvalitetu vode koja se koristi. Mora imati pH iznad 4; nemojte koristiti morsku vodu. Najčešće su ograničeni na vodu prikladnu za pitke potrebe. Redovni tehnički, nažalost, možda neće zadovoljiti potrebne zahtjeve.
Za punjenje smjese koriste se kvarcni pijesak i ekspandirana glina. Što je više ekspandirane gline, to će gotov blok bolje zadržati toplinu i štititi od stranih zvukova. Potrebno je uzeti u obzir razliku između šljunka i zdrobljene ekspandirane gline.
Sve frakcije ovog minerala s česticama manjim od 0,5 cm3 klasificiraju se kao pijesak. Njegova prisutnost u smjesi nije sama po sebi nedostatak, ali je strogo normirana standardom.

Tehnologija proizvodnje
Priprema
Prije izrade blokova od glinenog betona vlastitim rukama kod kuće, trebali biste stvoriti optimalne uvjete za proizvodnju. Soba se odabire prema veličini strojeva (uzimajući u obzir potrebne prolaze, komunikacije i druga područja).
Za konačno sušenje, nadstrešnica je unaprijed opremljena na otvorenom. Veličina nadstrešnice i njezino mjesto, naravno, određuju se odmah, s naglaskom na potrebe proizvodnje. Tek kada je sve pripremljeno, instalirano i konfigurirano, možete započeti glavni dio posla.


Miješanje komponenti
Počnite s pripremom otopine. Mješalica je napunjena cementom i u nju se ulije malo vode. Koju određuju sami tehnolozi. Sve se to mijesi nekoliko minuta, dok se ne postigne potpuna homogenost. Samo u ovom trenutku možete uvesti ekspandiranu glinu i pijesak u obrocima, a na kraju - uliti ostatak vode; visokokvalitetna otopina trebala bi biti gusta, ali zadržati određenu plastičnost.


Proces oblikovanja
Pripremljenu smjesu nemoguće je prenijeti izravno u kalupe. U početku se ulijeva u predviđeno korito. Tek tada, uz pomoć čistih lopata s kantom, ekspandirani betonski praznini se bacaju u kalupe. Ti spremnici sami moraju ležati na stolu za vibracije ili biti montirani na stroj s vibracijskim pogonom. Prethodno je potrebno zidove kalupa premazati tehničkim uljem (obrada) kako bi se olakšalo vađenje blokova.
Na pod se izlije sitni pijesak. Omogućuje vam da isključite prianjanje izlivenog ili raspršenog betona. Punjenje obrazaca otopinom treba izvršiti ravnomjerno, u malim obrocima. Kada se to postigne, vibrirajući aparat se odmah pokreće.
Ciklus se zatim odmah ponavlja sve dok volumen ne dosegne 100%. Po potrebi se praznine pritisnu metalnim poklopcem odozgo i drže najmanje 24 sata.


Sušenje
Kada dan prođe, potrebni su blokovi:
- izvući;
- raširiti na otvorenom prostoru uz održavanje razmaka od 0,2-0,3 cm;
- sušiti dok se ne postignu standardne karakteristike marke 28 dana;
- na običnim metalnim paletama - okrenite blokove tijekom cijelog procesa (na drvenoj paleti to nije potrebno).
Ali u svakoj fazi mogu postojati suptilnosti i nijanse koje zaslužuju detaljnu analizu. Dakle, ako je beton od ekspandirane gline potreban što je moguće suhi, voda se zamjenjuje "Peskobetonom" i drugim posebnim smjesama. Stvrdnjavanje materijala čak i kada koristite vibrirajuću prešu trajat će 1 dan.


Za samopripremu betonskih blokova od ekspandirane gline na zanatski način uzimaju:
- 8 dionica ekspandirane gline šljunka;
- 2 udjela pročišćenog finog pijeska;
- 225 litara vode za svaki kubični metar dobivene smjese;
- još 3 udjela pijeska za pripremu vanjskog teksturiranog sloja proizvoda;
- prašak za pranje (za poboljšanje plastičnih kvaliteta materijala).


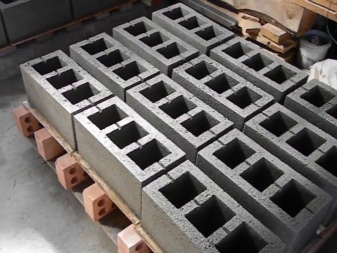
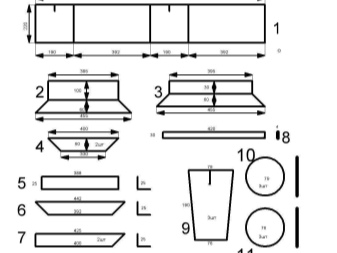
Kalupljenje ekspandiranog glinenog betona kod kuće izvodi se uz pomoć polovica dasaka u obliku slova G. Debljina stabla ne smije biti veća od 2 cm. Najčešće se u takvim slučajevima proizvode najpopularniji blokovi težine 16 kg, dimenzija 39x19x14 i 19x19x14 cm. Na ozbiljnim proizvodnim linijama, naravno, veličine mogu biti mnogo raznolikije.
Važno: apsolutno je nemoguće premašiti navedenu količinu pijeska. To može dovesti do nepovratnog pogoršanja kvalitete proizvoda. Ručno zbijanje blokova vrši se čistim drvenim blokom. Istodobno se vizualno prati proces stvaranja "cementnog mlijeka". Kako bi spriječili da blokovi brzo i nekontrolirano gube vlagu tijekom procesa sušenja, moraju biti prekriveni polietilenom.


Značajke proizvodnje betonskih blokova od ekspandirane gline, pogledajte video u nastavku.













Komentar je uspješno poslan.