Što su metalni limovi i gdje se koriste?
Lim je vrsta željeznog čelika koji se koristi za rezanje na trake i limove manjih dimenzija. Uz kutne, okrugle i četvrtaste, jedan je od glavnih tipova metalnih prazna koje se koriste u građevinarstvu i renoviranju.


Pogledi
Metalni lim je sortiran (klasificiran) prema vrstama i vrstama njegove izvedbe, klasi točnosti, stupnju glatkoće, crtežu profila, prema kojem se proizvodi veliki broj identičnih praznina. Metalni lim je univerzalni koncept: uključuje proizvode od aluminija, bakra i čelika. Lim, uz kutne, tee, tračnice, okrugle i četvrtaste, uključuje asortiman po valnoj duljini (u slučaju valovitog), debljini (tanki i debeli limovi). Za proizvodnju koristim kako obični crni čelik St0 ili St3, tako i one kvalitetnije - na primjer, legure čelika poput 09G2S sa sposobnošću da izdrže temperature čak i u marsovskim (oko -110 Celzijusa) uvjetima bez značajnog povećanja indeks lomljivosti (hladnolomnost).
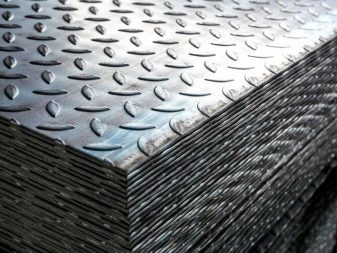
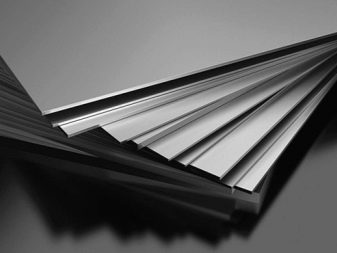
Tanki čelični lim proizvodi se u obliku grubih limova za glavnu završnu obradu, koji imaju grubu, s greškama, klasu valjanih proizvodai to u obliku temeljito valjanih limova gotovo konstantne debljine čija se mala vrijednost promjene debljine može zanemariti i tijekom dorade. Glatke ploče proizvode se obojene, uključujući valovite, kao i pocinčane (bez sloja temeljnog premaza i završne boje). Mrežasti limovi se proizvode kako u obliku najmanje pocinčane mreže, tako i u obliku probušenih limova - rupe se izbuše s istim udubljenjem između pojedinačnih u konvencionalnom limu ili se izrađuju u skupinama, kao tekstura ili uzorak .
Ravni lim također ima zarez duž rezanih rubova, čija je uloga stvaranje udica između istovrstnih i jednovrstnih listova.
Po načinu proizvodnje
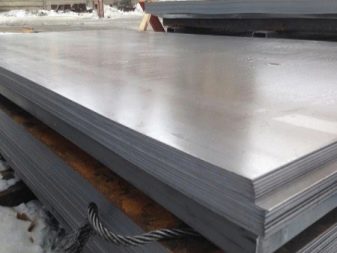
Obračun praznih limova po metodi proizvodnje utječe na samo dvije niše: toplo valjane i hladno valjane limove. Prvi karakterizira hrapava, hrapava površina, što omogućuje proizvodnju lima u velikim serijama bez posebnih troškova energije, uključujući taljenje iskopane rude u ingote, držanje na temperaturama koje prelaze oznaku na kojoj čelik ostaje tekući. U procesu kuhanja željeza iz njega se uklanjaju (izgaraju) suvišni plinovi: dušik, kisik. Potonji uklanja iz čelika i druge nečistoće - fosfor i sumpor, zbog čega čelik postaje mnogo krhkiji nego u nedostatku i fosfora i sumpora u leguri. Nakon toplinske obrade, čelik se lijeva u ingot i ulazi u valjaonicu, koja ga zauzvrat izravnava u neku vrstu palačinke, a zatim se izvodi grubo obrezivanje rubova. Tako je toplo valjani lim spreman za daljnju obradu.
Unatoč daljnjoj obradi, toplo valjani čelik, kao najjeftiniji analog hladnovaljanog čelika, našao je svoju primjenu u građevinarstvu. Prvo što mi pada na pamet je, na primjer, u gradnji garaža od čistog čelika naširoko koristila gredica debljine 2-3 mm.
U kombinaciji s kutom i P-profilom, od kojih je konstruirana vodeća "kičma" garažne zgrade, toplo valjani limovi se pričvršćuju na ovaj okvir pomoću pričvrsnih rupa u kutu i u samim listovima. Ali najjednostavnija metoda je zavarivanje listova na kut i P-konturu ravno, bez pričvršćivača
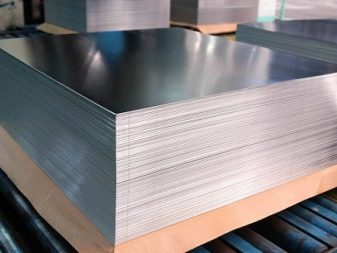
Hladno valjani čelik prolazi kroz dvije faze obrade: visokoprecizno valjanje uz pomoć valjaka koji vrše značajan pritisak (sto i više atmosfera po kvadratnom centimetru površine lima) i isto tako precizno rezanje rubova. Nesavijen, glatki lim, na primjer, izrađen od nehrđajućeg čelika, ima gotovo savršeno ravnu površinu, nema hrapavost i višestruke utore koji se lako prepoznaju na toplo valjanom listu. Površina lima je toliko glatka da se od ovih praznih dijelova može odmah proizvesti valjani lim. Hladno valjani limovi koriste se za završnu dekorativnu završnu obradu prostora. Tipičan primjer su električni radio mjerni laboratoriji, gdje se koristi zaštita od vanjskog zračenja., sve vrste arhiva i muzeja s posebno vrijednim stvarima i predmetima povijesne vrijednosti i drugo.
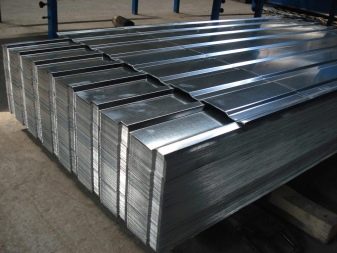
Uobičajeni primjer je glatki ili profilirani lim u zemlji s pocinčanim premazom kao ograda ili krovna paluba.

Po preciznosti kotrljanja
Točnost debljine je parametar kojim se prati stupanj usklađenosti stvarne vrijednosti debljine s nomenklaturom. Određuje se vrijednošću tolerancije - odstupanja od debljine navedene u skladu s GOST-om, koja se ne može prekoračiti. Hladno valjani čelik u limovima proizvodi se u sljedećim modifikacijama: VT - visokoprecizni limovi, AT - povećana točnost limova, BT - osnovna preciznost lima. Vruće valjani čelični lim proizvodi se u dvije modifikacije: B - osnovna točnost, A - povećana.
Ravnost
Ravnost je karakteristika prema čijim je kriterijima svaka točka površine u dodiru s uzornim izratkom. Prema GOST 19904, procjenjuju se četiri stupnja ravnosti u sferi valjanja lima: ultravisoka, umjereno visoka, poboljšana i normalna. Prema GOST 26877, valoviti padovi po 1 m2 površine takvog lima ne bi trebali prelaziti razinu navedenu u standardima proizvodnje. Mlinovi za lasersku obradu, na kojima se izvode podrezivanje i prorezivanje, perforacija lima ne podnosi ni najmanje neravnine u limu. Hladno valjani limovi, čak i uz ravnomjeran utjecaj osovine na toplo valjanu gredicu, gube svoj oblik - obrisi duž rubova postaju neravni.
Nakon davanja optimalne ili maksimalne ravnosti, svježe valjani hladno valjani zarezi podvrgavaju se postupku lasersko-plazma rezanja. Kontrola ravnosti ploče provodi se pomoću istog laserskog stroja uključenog u načinu rada mjerača: najmanja nehomogenost tijekom širenja kosog snopa (1 stupanj nagiba u odnosu na zemaljski horizont ili manje) odmah će odavati poremećene spljoštenost.
U skladu s podacima dobivenim nakon sljedećeg prolaza pri razvlačenju lima, vrši se dodatno "valjanje" nakon čega se list reže na rubovima u skladu s razredom dimenzionalne točnosti (dužina i širina).

Po kvaliteti površine
Prethodni parametar prema kojem se listovi klasificiraju - ravnost - uzima u obzir specifični indeks neravnine lima. S njom je povezana stvarna kvaliteta površine - odsutnost hrapavosti, "spekularnosti" i glatkoće izratka. Upotreba takvih listova je u visokopreciznoj opremi za koju je važna kvaliteta rada.
Po stupnju istezanja
Stupanj istezanja valjanja lima dijeli se na normalan i dubok. Produljenje lima važno je u proizvodnji ekspandiranih metalnih zalogaja, pri čemu je važno izbjeći kidanje mrežaste strukture. Ako ipak dođe do puknuća, tada se radni komad smatra neispravnim i ne dopušta se daljnjoj, završnoj fazi obrade - prešanju.
Normalni ili duboki stupanj istezanja odabire se ovisno o parametrima čelične legure, učestalosti (broju) zareza po kvadratnom centimetru (ili kvadratnom decimetru), duljini zareza i tako dalje.
Tehnički podaci
Dimenzije standardnog lima su 1250x2500, 1000x2000 mm, ali postoje i drugi praznini prikladni za obradu na stroju za savijanje lima, na primjer, 6x2 m, 12x2 m. Duži savijeni profilirani limovi izrađuju se po posebnoj narudžbi. Tipična debljina toplo valjanog lima kreće se od 2 do 3 mm, a dimenzije preko 12 mm više se ne smatraju limom, već čeličnom pločom. Tipične debljine lima su 0,6, 0,7, 0,8, 1, 1,5, 2, 2,5, 3,5, 4, 5, 6, 8 i 10 mm. Razred čelika - St3, St4, fleksibilniji limovi izrađeni su od čelika s ultra niskim udjelom ugljika - St0 (težinski udio ugljika je manji od 0,01%), St1 i St2.
Da bi se dobila antikorozivna sposobnost, profil lima se podvrgava dodatnom jetkanju sumpornom kiselinom uz trenutačno pocinčavanje. Debljina pocinčanog čelika može biti do 60 mikrona, ali tipično - za ograde, garaže i zračne kanale - smatra se pocinčanim debljinom od 0,03-0,035 mm. Kvaliteta proizvoda određena je razredom čelika koji se koristi kao osnova i kvalitetom premaza. "Krovno željezo" za krovište dodatno je prekriveno slojem temeljnog premaza i boje otporne na UV zračenje - na primjer, metalne pločice mogu trajati i do 20 godina bez osipanja boje i pocinčavanja.

Popularni proizvođači
U Rusiji valjanje metala uglavnom obavljaju metalurške tvornice Urala, ali u istoj zemlji postoje i druge tvornice:
- Moskva "Elektrostal";
- Novolipetski metalurški kombinat;
- Puškinov pogon za proizvodnju metalnih proizvoda;
- Čerepovec Severstal;
- Iževsk "IzhStal";
- Novotroitsk Ural Steel;
- Volgograd "Crveni listopad";
- Ashinskiy metalni pogon;
- Jekaterinburg "VIZ-Steel";
- Magnitogorski metalurški kombinat;
- Čeljabinsk MK;
- Novosibirski kombinat Kuzmin.
Strana poduzeća koja se nalaze u Kini i Sjedinjenim Državama, u nekim europskim zemljama, također proizvode visokokvalitetne limove od pocinčanog i nehrđajućeg čelika koji po kvaliteti nisu inferiorniji od ruskih proizvoda, ali trošak praznih limova može se razlikovati 1,5-4 puta ovisno o udaljenosti proizvodnog pogona.


Primjena i pohrana
Za ogradu i krov prikladni su listovi koji dosežu debljinu ne više od 2 mm. Nepraktično je koristiti deblji čelik kao valovitu ploču ili potpuno ravne obloge - armaturna rešetkasta struktura dolazi umjesto ograde valovite ploče. Preporučljivo je koristiti čelični lim debljine do 3 mm kao obloge vanjskih i unutarnjih rubova za kapije i vrata.
Utovar i transport, dizanje autodizalicom ili viličarom obavlja se prema sljedećim pravilima.
- Kako bi se izbjeglo savijanje profiliranog lima, utovar i prijenos se provode najmanje u hrpama od po 10 komada.
- Uklanjanje profesionalnih praznina s hrpe, kao i njihovo polaganje jednog po jednog ručno, provode radnici u rukavicama od grube i guste tkanine. Klizanje listova jedan preko drugog nije dopušteno - pocinčani premaz se može u potpunosti ukloniti. Ako lim nije pocinčan i obojen, tada se ne može poštivati zabrana klizanja praznina jedan preko drugog.
Skladištenje ravnih valjanih proizvoda nije dopušteno na otvorenom prostoru. To se ne odnosi na limove od nehrđajućeg čelika - oni mogu ležati pod otvorenim nebom desetljećima bez ikakve korozije, budući da se nehrđajući čelik ne boji vode.
Pocinčani i obojani profilirani čelik u limovima se skladišti u ventiliranim natkrivenim skladištima.















Komentar je uspješno poslan.