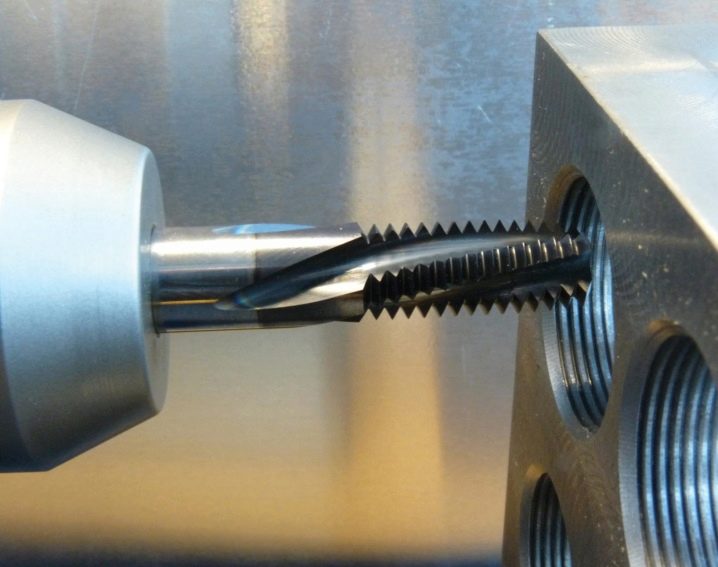
Sve o veličinama narezivanja

Znati sve o veličinama slavina za tapkanje vrlo je korisno za sve koji moraju stalno kreirati ovu nit. Morate pažljivo razmotriti standardni nagib slavina M6 i M8, M10 i M12, M16 i M30. Također ćete morati proučiti dimenzije inča i principe odabira dijela za bušenje.

Standardni parametri slavine
Posebna oprema za označavanje navoja je jasno dimenzionirana. Količina se mjeri na više načina. Indeks glavne niti, čak i za metričke proizvode, postavljen je na ljestvici inča. To nije teško vidjeti ni u jednom opisu takvih proizvoda. Dakle, za slavine M6, navoj se izrađuje s presjekom od 0,1 cm. U ovom slučaju, veličina rupe za navoj može biti od 4,8 do 5 mm.

Za proizvode kategorije M6, tipični osnovni korak bit će 1,25 mm. A probušeni prolaz za proizvod promjera 8 mm doseže 6,5-6,7 mm. Za manje strukture (M5), uzima se da se takve dimenzije podudaraju s 0,8 mm, odnosno 4,1-4,2 mm. Zanimljivo je usporediti ovaj model s velikim serijskim uzorkom - M24. Korak formiranja utora bit će 3 mm, a kvadrat za slijetanje uzima se jednakim 1,45 cm.
Uređaj za označavanje metala, tip M12, reže 1,75 mm. Presjek rupa bit će 9,9 ili 10 mm. Za manji M10 takvi se pokazatelji uzimaju jednaki 1,5, 8,2 i 8,4 mm (u slučaju minimalnog i maksimalnog prolaza).

Ponekad se koriste slavine M16. Ovi alati omogućuju grebanje niti u razmacima od 2 cm, s kanalima od najmanje 1,35 cm i maksimalno 1,75 cm.
U nekim slučajevima postaje potrebno napraviti utore u razmacima od 2,5 mm. Tada u pomoć priskaču slavine iz kategorije M20. Tijekom njihovog rada formiraju se prolazi s poprečnim presjekom od najmanje 1,5 cm. Dimenzije i radni parametri (u centimetrima) nekih drugih uređaja za označavanje prikazani su u donjoj tablici. Važno je razumjeti da se sve što je rečeno odnosi samo na metričke niti.
|
Upišite indeks |
Hod utora |
Odjeljak kanala |
|
M7 |
0,1 |
0,595 |
|
M9 |
0,125 |
0,77 |
|
M2 |
0,04 |
0,16 |
|
M4 |
0,07 |
0,33 |
|
M11 |
0,15 |
0,943 |
|
M18 |
0,25 |
1,535 |
|
M22 |
0,25 |
1,935 |
|
M24 |
0,3 |
2,085 |
|
M30 |
0,35 |
2,63 |
|
M33 |
0,35 |
2,93 |
|
M42 |
0,45 |
3,725 |
|
M48 |
0,5 |
4,27 |
|
M60 |
0,55 |
5,42 |
|
M68 |
0,6 |
6,17 |
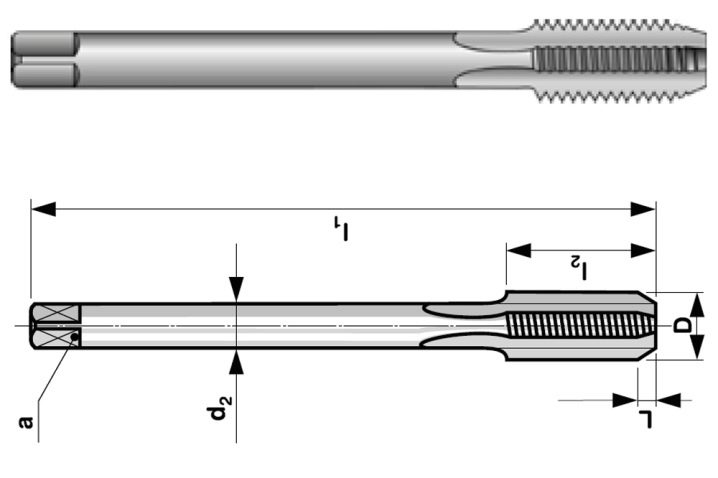
Tipične dimenzije drške također su normalizirane (u milimetrima):
- 2,5x2,1 (za slavine ne veće od M1,8);
- 2,8x2,1 (M2-M2,5);
- 3,5x2,7 (samo za M3 slavine);
- 4,5x3,4 (samo za opremu za označavanje M4);
- 6x4,9 (od M5 do M8 uključujući);
- 11x9 (M14);
- 12x9 (samo M16);
- 16x12 (samo M20);
- 20x16 (oznake M27).
Tu su i drške:
- 14x11;
- 22x18;
- 25x20;
- 28x22;
- 32x24;
- 40x32;
- 45x35.

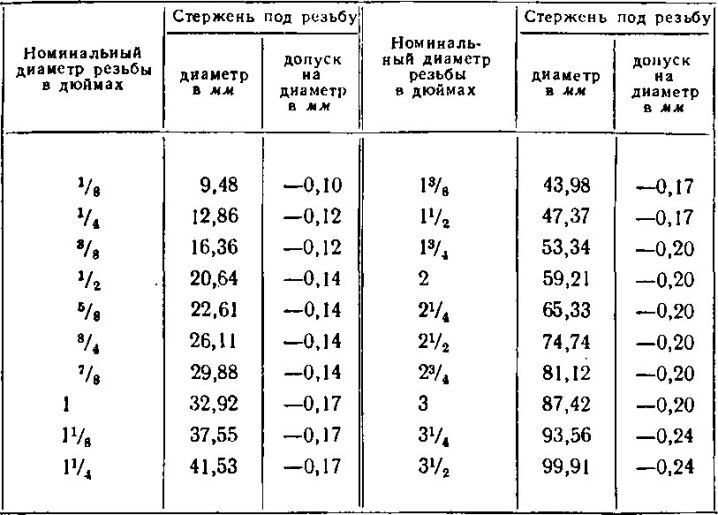
Dimenzije inča
Tipični su za proizvode koji se isporučuju iz SAD-a i Velike Britanije. Ako je poprečni presjek utora 3/16, tada se rupa postavlja strogo od 0,36 do 0,37 cm. Prilično popularne slavine od 1/4 inča izrađuju kanale od 5-5,1 mm, a za proizvode klase 3/8, ovi će pokazatelji biti 7, 7 i 7,9 mm. Razmak utora (u milimetrima) bit će jednak:
- 1,058;
- 1,27;
- 1,588.

Format 1/2 pretpostavlja razmak utora od 2,117 mm. U ovom slučaju se postavlja prolaz od 1,05 mm. Inčne slavine imaju nagib od 3,175 mm. Rupa doseže 2,2 cm u promjeru. Najveći modeli su u kategoriji 17/8. Korak navoja je 5,644 mm, a promjer rupe će doseći 4,15 cm.
Valja napomenuti da uz metričke i inčne uređaje za označavanje postoje i oni koji su dizajnirani za označavanje rupa u cijevima. Za alat od 1/8 inča, hod je 28 niti po inču. Ako je 1/2 razreda, tada se niti formiraju u intervalima od 14 zavoja po inču.
Sami dijelovi narezivanja bit će jednaki 0,8566 i 1,8631 cm.Cijevna slavina od 2 inča čini 11 okretaja po inču, a pretpostavlja se da je presjek ureza 5,656 cm.
Kako odabrati promjer svrdla?
Veličina rupa danas se nastavlja određivati prema GOST-u iz daleke 1973. godine. Iako je ovaj standard nekoliko puta revidiran, njegove norme dosljedno potvrđuju njihovu relevantnost. Što se tiče rada u industriji, energetici i drugim područjima, ništa se nije promijenilo. Univerzalni pristup tipičan je za obradu obojenih i obojenih metala. Da biste odredili parametre potrebne za rezanje unutarnjeg navoja, počnite bušenjem područja slijetanja.
To se radi s dvostrukim radijusom. Pažljivo provjerite je li kanal prilikom bušenja 0,1-0,2 cm uži od potrebnog presjeka. Inače, tada neće biti moguće napraviti zavoje s potpuno istim dimenzijama. Odabir bušilica provodi se uzimajući u obzir mjerni standard, na milimetarskoj ili inčnoj skali. Također treba uzeti u obzir broj niti za ulazak.
Jedan te isti zavoj može se označiti na različite načine. Ugrađuje se mjerenjem razmaka između susjednih bočnih zidova na profilu. Prvo se broji 10 niti. Zatim se procjenjuje broj milimetara između njih i ta se brojka smanjuje za 10 puta. Hod se izračunava na isti način, ali se već izračunava zavojima jedne niti.

Svojstva krhkih i tvrdih legura razlikuju se od svojstava mekih duktilnih metala. To često zaboravljaju ljudi koji biraju slavine za narezivanje navoja. Dakle, u mekim materijalima za navoj M8 potrebna je rupa od 6,8 mm. U krutom - 0,1 mm manje.
Također se preporuča uzeti u obzir najveća odstupanja u promjeru postavljena u GOST-u i obratiti pozornost na razliku između konvencionalnih slavina i slavina bez strugotina.















Komentar je uspješno poslan.