Pregled olovnog vijka

Pregled vodećih vijaka vrlo je važan za razne mehaničke sustave i primjene. Postoje takve modifikacije s maticom za močvarna vozila, trapezoidna za dizanje i tokarski stroj, za škripac, za CNC strojeve i druge vrste. Razlikuju se u metodama pričvršćivanja.


Za što je to potrebno?
Vodeći vijak se najčešće koristi u alatnim strojevima gdje se režu navoji. Njegova se rotacija pretvara u translacijsko kretanje oslonca zbog matične matice. Za kontrolu brzine uvijanja, odnosno intenziteta dovoda, koristi se posebna kutija. Za rad vodećih vijaka potrebna je posebna matica. Moderni dizajni jamče pomicanje dijelova s preciznom preciznošću.
Što se tiče propelera za močvarna vozila, u ovom slučaju oni imaju sasvim drugu ulogu - to su lijevane veslačke konstrukcije. Suspendirani motori opremljeni su takvim proizvodima. Veliki dobavljači obično imaju znatne zalihe takvih dijelova u svojim skladištima.
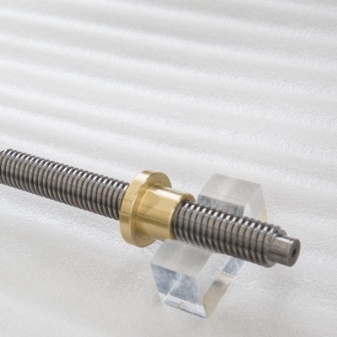
Važnu ulogu imaju i olovni vijci. Svi takvi dijelovi izrađeni su od visokokvalitetnog čelika, često se finaliziraju tokarilicama.

Nemoguće je računati na dobivanje olovnog vijka kod kuće. Čak i ako možete kupiti jedan ili drugi model tokarilice, i dalje će vam trebati drugi alati, posebni rezači koji vam omogućuju oblikovanje navoja potrebnih veličina i vrsta. Glavna uloga vijka je održavanje ravnog kretanja. Veličina dijelova ima svoja ograničenja, koja su određena dizajnom škripca. No, olovni vijci se također mogu koristiti za različite vrste CNC-a. Ovi detalji opet obavljaju najvažniju funkciju - preobrazbu pokreta.
Vodeći vijak u modernim strojevima može se razlikovati u različitim izvedbama. U domaćim uzorcima ponekad se koristi šipka s navojem. Savršenija opcija je "vijak-matica". Ponekad uzimaju i trapezni vijak, ali unatoč povećanoj čvrstoći, ova vrsta ligamenta je prilično skupa, pa se stoga sve manje koristi. Vodeći vijak se također može koristiti kao dio mehanizma za podizanje. Također slične komponente su zajednički dijelovi:
- pogon navoja u vijčanoj preši;
- preše drugih vrsta;
- hranilice raznih alata.


Vrste i karakteristike
Opis parametara olovnih vijaka prikladno je započeti s činjenicom da se oni uvijek koriste kao sastavni dio složenijeg mehaničkog lanca. Točnost kretanja pojedinih dijelova mehanizama ovisi o njihovoj kvaliteti i usklađenosti s potrebnim parametrima. Najvažniji kriterij ocjenjivanja je presjek niti. U većini slučajeva koriste se trapezni rezovi. Ovaj pristup omogućuje postizanje mnogo veće mehaničke čvrstoće nego u drugim slučajevima.
Ako se dodatno koristi podijeljena matica, tada će biti moguće pažljivo podesiti aksijalne zazore. Priprema i brušenje trapeznih niti je prilično jednostavna. Međutim, u brojnim situacijama, pravokutna nit će biti privlačnija. Minimizira radijalno otpuštanje vijka, pa se tako smanjuje i odstupanje od optimalnog puta.
Takva izvedba posebno je vrijedna u onim granama tehnike gdje je točnost pokreta na prvom mjestu.

Trapezoidni utor je tipičan za klizne zupčanike. U ovom slučaju, mali kutovi profila su vrlo korisni. Najčešće se koristi srednji korak rezanja, a mali i veliki za posebne zadatke. Za relativno točne i spore mehanizme preporuča se fini korak. Veliki - u slučajevima kada postoji značajno opterećenje.
Moderna industrija alatnih strojeva sve više koristi "valjajuće vijčane parove". Osobito se mnogi od ovih dijelova koriste u softverski kontroliranoj opremi. U ovom slučaju, vodeći vijak je u kombinaciji s maticom. Kako bi bili jasno spareni, koriste se posebne kuglice. Par vijaka ne može sam kočiti; koristi se pri pretvaranju rotacijskog gibanja u translacijski i pri vraćanju natrag.


U pričvršćivačima klasičnog tipa obično se koristi navoj s jednim startom. Sve se sastoji od jedne spirale, intervali između zavoja su strogo isti. Za okretanje matice dolazi do pomaka na strogo određenoj udaljenosti. Više niti tvore dvije ili više spirala. Načelo održavanja iste udaljenosti se i dalje poštuje, međutim, postoji veći razmak između zavoja u svakoj spirali nego između zavoja iz različitih spirala.
Tehničke karakteristike opreme u koju se ugrađuje ovise o materijalu i dimenzijama okova. Na primjer, za dizalice, takav pokazatelj će biti ukupna nosivost. Za proizvodnju olovnih vijaka mogu se koristiti nitrirani čelici razreda:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Postoje takve dimenzije kao:
- 10x1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (i neke druge opcije).
Nastavljajući razgovor o dimenzijama olovnih vijaka izraženim u mm, vrijedi spomenuti model TR30x6 (kao što mu naziv govori, presjek je 30, a korak rezanja 6 mm). Ukupna duljina proizvoda je 3000 mm.
Također možete pronaći dizajne s promjerom:
- 160 mm;
- 20 mm;
- 8 mm (i neke druge vrijednosti).


Metode montaže
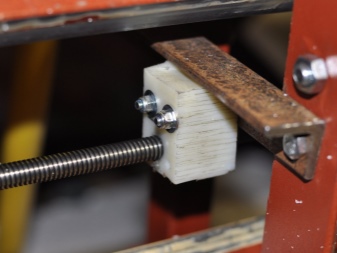
U nekim slučajevima za jačanje strukture koriste se jednostavni ležajevi modela 61701 ili njihovi točni kolege. Zatezanje treba obaviti pažljivo, uz odabir brtvi kako bi se izbjeglo zaglavljivanje. Automobilske sonde se koriste za proizvodnju brtvila. Trapezni vijak je pričvršćen u nosač ležaja maticama odgovarajuće veličine. Točnije i učinkovitije rješenje je krajnja obrada.
Vrlo je teško napraviti takvu manipulaciju s kugličnim vijcima - oni imaju otvrdnute površine. Uobičajeni metal običnog vijka, posebno zbog trapeznog oblika, obrađuje se bez problema. U ozbiljnim slučajevima koristi se teleskopska zaštita pričvršćivača podvozja. Obično se isporučuje za svaki pojedinačni model tokarilice zasebno. U mjenjačima posebne manžete pomažu u zaštiti vodećih vijaka.


Za izradu takvih manžeta koriste se pažljivo odabrani materijali s povećanom otpornošću na habanje. Ako je izračun i precizna obrada olovnog vijka za tražene dimenzije teški, morat ćete koristiti posebne gotove komplete. Kada sami proizvodite pričvršćivače, također ćete morati napraviti odgovarajuću maticu. U slučaju tokarilice potrebna je dvostruka matica, jer jedna matica može biti jako pogođena razmakom koji se pojavi tijekom procesa proizvodnje ili tijekom rada.
Otvor prilikom ugradnje vodećeg vijka na stroj mora biti napravljen s tolerancijom za naknadno prešanje. Osovina se može kliziti. Da, u zanatskim uvjetima prilično je teško postići takvu razinu (na primjer, h6 / L0), ali je vrlo važno.


Inače, zbog neusklađenosti u kvaliteti, doći će do nerazumno jakog zazora i ne može se pouzdati u točnost rada stroja. Stvarni postupak utiskivanja kod kuće sasvim je moguć ako koristite malo modificirani izvlakač ležajeva.
Rupa bi trebala biti glatka. Parametri površine - ne gori od Ra 0,64. Stoga je zajamčeno da ne možete bez pomoći stručnjaka. U nekim slučajevima dodatno se koristi brtvilo za navoje kako bi se spriječilo popuštanje.
Ako su odrezani krajevi preuski, morat ćete ili staviti ne-dvostruki ležaj sa svake strane, ili ćete u većoj mjeri izbušiti vrat.

U sljedećem videu čeka vas vrtložno rezanje vodećeg vijka tokarilice 16K20.













Komentar je uspješno poslan.