Sve o žici za zavarivanje argonom

Poznavanje svega o žici za zavarivanje argonom isti je obvezni trenutak za svakog zavarivača, kao i mogućnost odabira elektroda, vrsta i karakteristika struje. Izbor ove žice također nije tako jednostavan kao što se čini. A njegova primjena može zaprijetiti brojnim zamkama ako se ne radi ispravno.

Osobitosti
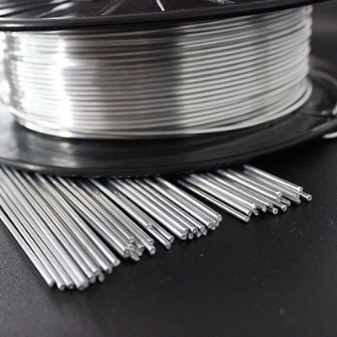
Glavna značajka žice za zavarivanje argonom je njezin izgled. U većini slučajeva, ove komponente su metalne šipke uvijene u bobine. Takve špulice trebate umetnuti u mehanizam za uvlačenje. Sama ulazna žica može imati čvrstu ili šuplju strukturu. Tu su i proizvodi s prskanjem. Dodatni materijal mora biti potpuno isti kao i materijal izratka.
Svi pokušaji kršenja ovog pravila ne vode ničemu dobrom. Dostava koluta je prikladna za industrijsku upotrebu. U ručnom načinu rada, žica se dovodi u radni prostor uglavnom za ručni rad. Općenito, tehnologija ne nameće nikakve druge posebne zahtjeve.


Pogledi
Čvrsta žica izrađena je od čistog metala. Sastav takvih uređaja ne smije sadržavati nikakve nečistoće, niti se smiju koristiti aditivi. Unatoč svojoj jednostavnosti, ove vrste žice najčešće koriste zavarivači. Upravo se oni uglavnom uzimaju za zavarivanje u plinskoj atmosferi. Žica s punjenom jezgrom praktički je neprikladna za zavarivanje argonom, jer je namijenjena za zamjenu vanjske plinske zaštite tvarima koje se oslobađaju tijekom taljenja praha.
Najzanimljivija je aktivirana stavka. Kombinira prednosti čvrstih i praškastih otopina bez njihovih nedostataka. Razlike se odnose i na vrstu materijala za zavarivanje. Žica za punjenje za argon-lučnu obradu crnih metala jedna je od najčešćih opcija. Glavna distribucija je sljedeća:
- Žica s punjenom jezgrom prisilno se koristi za manipuliranje ugljičnim čelicima koji se kasnije toplinski obrađuju (iako to obično nije najbolji izbor);
- aluminij je potreban za rad s aluminijem (može sadržavati mangan, silicij, magnezij i druge inkluzije);
- nehrđajuća žica za zavarivanje - koristi se u radu s čelikom legiranim kromom ili niklom;
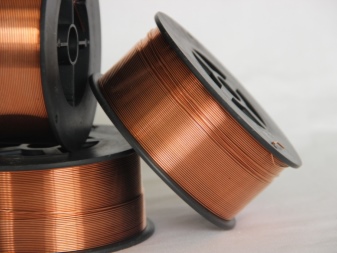
- presvučeni bakrom (uglavnom se koriste pri zavarivanju teško legiranih ili umjereno legiranih obratka);
- obični čelik (poželjno za rad s lagano legiranim metalom).



Nehrđajuća žica se aktivno koristi za zavarivanje čelika koji sadrži krom ili nikal. Izlaz bi trebao biti vrlo kvalitetan šav.
Gotovo je isključena pojava pukotina, kao i pojava korozivnih procesa. Kada koristite nehrđajuću žicu, količina prskanja je minimizirana. Luk će raditi vrlo aktivno i stabilno, a životni vijek šava značajno će se povećati.
Pobakrena žica ima ista pozitivna svojstva kao i njena nehrđajuća sorta. Osim toga, pomaže uštedjeti nasadne dijelove, bez obzira na korišteni aparat za zavarivanje. Isporuka bakrene žice obično znači namotavanje na plastičnu kasetu. Tipične debljine kreću se od 0,6 do 1 mm. Pobakrena žica (na primjer, SV-08G2S) olakšava ponovno pokretanje luka zavarivanja i pomaže u stabilizaciji njegovog izgaranja u bilo kojem načinu rada. ESAB alternativni proizvod dizajniran je za rad sa:
- alatni čelik;
- legure čelika koje se koriste u brodogradnji;
- žigosani metal;
- aluminij;
- lijevano željezo.

Obična čelična žica za argonsko zavarivanje primjenjiva je u gotovo svim područjima industrijske proizvodnje. Ovaj potrošni materijal klasificira se prema velikom broju pokazatelja. Vrlo važna uloga, uz presjek, je mehanička čvrstoća materijala. Važan je i njegov točan kemijski sastav – kao i uvijek, što je bliže izratku, to je rad bolji i učinkovitiji. Može se koristiti samo žica označena kraticom "Sv", čiji su presjeci od 0,03 do 1,2 cm.
Aluminijski materijal je tražen pri rukovanju aluminijskim legurama, gdje je udio silicija ograničen na 3%. Granični sadržaj bakra u ovom slučaju kreće se od 3 do 5%. Sličan materijal za punjenje:
- jamči povećanu snagu;
- daje istu boju kao i sami praznine;
- nije inferioran u otpornosti na koroziju prema aluminijskim konstrukcijama.
Aluminijski aditivi su traženi u proizvodnji automobila, riječnih i morskih plovila. Takva se žica prilično masovno koristi pri zavarivanju konstrukcija u dodiru s vodom. Ali važno je razumjeti da se čisti aluminij u praksi ne koristi, uvijek se miješa s drugim tvarima - inače se ne može osigurati dovoljna čvrstoća.
Ovaj trenutak je također tipičan za potrošni materijal za zavarivanje. Međutim, udio aditiva tamo ne prelazi 1%.



Izbor
Glavna stvar su manipulacije koje se provode. Žica dizajnirana za zavarivanje argonom sama po sebi nije prikladna za rezanje (i obrnuto). Treba obratiti pozornost na promjer proizvoda. Sasvim je prirodno da što je metal deblji, to bi aditiv trebao biti veći. U većini slučajeva odabire se žica s poprečnim presjekom od 3 mm.
Vrijedi napomenuti da u žici za zavarivanje mogu biti prisutne posebne komponente za poboljšanje. Tehnička svojstva proizvoda ovise o njihovoj količini i omjerima. Također je vrijedno obratiti pozornost na označavanje žice. Nakon slova "Sv" nalazi se broj koji odražava koncentraciju ugljika. Nadalje, dodatni metali su naznačeni ako je koncentracija metala 0,99% ili manja.



Upute za korištenje
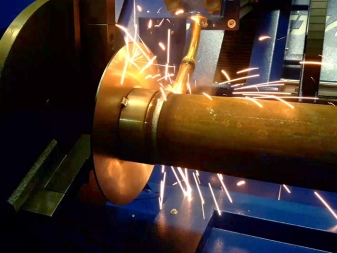
Žica za zavarivanje može se koristiti u automatskom ili poluautomatskom načinu rada. Opskrba argonom mora biti strogo sinkrona s dovodom aditiva. Također ćete morati koristiti specijalizirani plamenik. Pretpostavlja se korištenje istosmjerne struje s izravnom polarizacijom. Rad na izmjeničnu struju podrazumijeva korištenje oscilatora, ali u praksi se ova vrsta manipulacije prikazuje samo pri radu s malim cijevima tankih stijenki.
Ponekad se prakticira i ručno zavarivanje argonom. Operater jednom rukom drži baklju, a drugom žicu. Potonji se uvodi u radno područje što je lakše moguće. Ova metoda zahtijeva čvrstu, snažnu ruku i stabilno oko.
Čak i pod takvim uvjetima, nemoguće je raditi dugo i stabilno, stoga je vrlo poželjno koristiti barem poluautomatski uređaj.














Komentar je uspješno poslan.