Sve o EDM strojevima

Ručna obrada materijala guste strukture je neproduktivna, jer zahtijeva puno rada i ne jamči visoku točnost. Među jedinicama koje mogu u određenoj mjeri ili potpuno (ovisno o vrsti i modelu) automatizirati rad, strojevi s električnim pražnjenjem (EE). Nisu toliko poznati, iako ih karakteriziraju jedinstvene sposobnosti, što ih pozitivno izdvaja među glavninom njihovih "kolega" u parku alatnih strojeva. O mogućnostima, principu rada i poljima primjene elektroerozivnih jedinica reći ćemo vam u predstavljenom materijalu.

Uređaj i princip rada
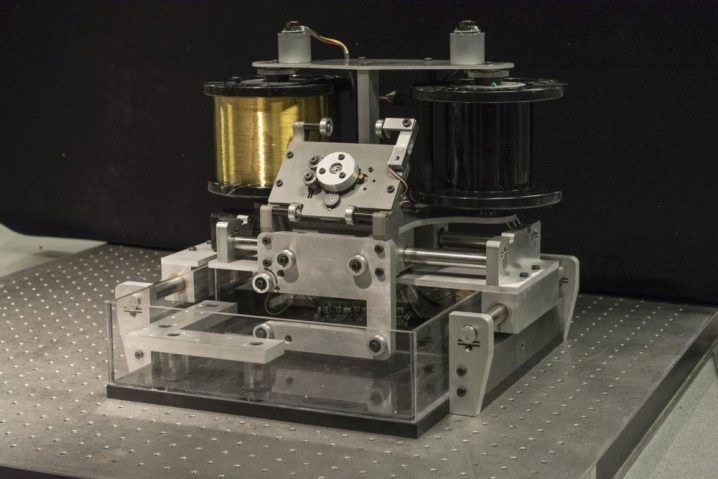
Moderna jedinica za električnu obradu metala (EDM) u svojoj strukturi sadrži nekoliko jedinica.
-
Zaštitnik bubnja.
-
Žičani bubanj.
-
Radni stol (pomičnog) žičanog bubnja.
-
Granične sklopke za podešavanje nanošenja namotane žice na kolut, te tipke za promjenu smjera vrtnje.
-
Podešavanje dovoda rashladne tekućine na dnu i na vrhu.
-
Upravljačka ploča jedinice.
-
Oprema razvodne ploče stroja.
-
Konusni nosači jedinice podesivi po visini.
-
Baza od lijevanog željeza.
-
Rupe za montažu.
-
Kotač za okomito dovođenje gornjeg rukavca.
-
Stupac.
-
Rasvjetna lampa.
-
Uređaj koji vam omogućuje naginjanje žice.
-
Donja ruka s 2 okretna valjka i jednom karbidnom elektrodom.
-
Zaštita od prskanja radne površine.
-
Nadlaktica s 3 okretna valjka i 2 karbidne elektrode.
-
Kotači za hranjenje radnog stola.


Razmotrimo princip rada elektroerozivnih jedinica.
Nadzirana oprema radi po metodi tzv. kontroliranog uništavanja metalnih proizvoda i obradaka izlaganjem im električnim pražnjenjima. Prije početka rada elektroerozivne jedinice, izradak se stavlja u držač posebno dizajniran za to i čvrsto je pričvršćen. Nakon toga se dovodi električna struja - impulzivno, u odvojenim pražnjenjima.

U ovom slučaju na stroj se postavlja samo jedna elektroda, budući da sam radni komad igra ulogu 2. elektrode.
Kao što vidiš, princip rada elektroerozivnih jedinica prilično je jednostavan i jasan... Ovi strojevi omogućuju jednostavnu promjenu konfiguracije, dimenzija, oblika raznih dijelova i izradaka, ako su izrađeni od metala visoke električne vodljivosti.

S ovom opremom možete raditi sa sljedećim materijalima:
-
kaljeni čelik;
-
krom;
-
titan;
-
legure visoke čvrstoće;
-
grafit;
-
kompozitnih materijala.

Zahvaljujući korištenju ove opreme za obradu dijelova ili izradaka, moguće je isključiti mehanički utjecaj na površinu materijala.
Osim toga, specifičnost principa njegovog rada omogućuje napuštanje potrebe za korištenjem rotirajućih ili drugih pokretnih elemenata.
Strojevi su vrlo traženi na tržištu zbog svojih brojnih pozitivnih kvaliteta.
-
Visoka razina automatizacije. Operater koji upravlja opremom može, prema vlastitom nahođenju, postaviti ključne parametre obrade: tlak, brzinu i još mnogo toga. Nakon svega ovoga, jedinica će raditi u automatiziranom načinu rada.
-
Svestranost.Osim svoje specifične namjene, može se prakticirati jednako za doradu proizvoda, za volumetrijsko kopiranje, rezanje i druge operacije.
-
Pouzdanost i dug radni vijek.
-
Produktivnost. Moderni strojevi jamče visoku kvalitetu obrade proizvoda u kratkom vremenu.
-
Visok stupanj sigurnosti. Proizvođači daju sve od sebe kako bi smanjili rizike koji proizlaze iz uporabe njihove opreme.
-
Sve su ove prednosti iznimno značajne, ali su karakteristične samo za opremu pouzdanih proizvođača.


Ali postoje i nedostaci.
-
Prilikom rada potreban je vodeni dielektrik, što u nekim situacijama onemogućuje korištenje elektroerozivne jedinice ili komplicira njen rad.
-
Na preciznost stroja i hrapavost gotove površine utječe nekoliko čimbenika koji se ne mogu uvijek kontrolirati.
-
Još uvijek je nemoguće točno predvidjeti stupanj istrošenosti i ukupnu potrošnju elektroda.
-
EDM strojevi, uključujući stolne mini-strojeve, nisu jeftini. Njihovo korištenje ima smisla kada zadaci koji se njima rješavaju zahtijevaju često pružanje. Ili kada je proizvodnja povezana sa skupim proizvodima, materijalima, a ne postoji način da se u potpunosti promijeni agregat, rezervni dio i slično. Na primjer, potrebno je ukloniti polomljene slavine sa skupog mehanizma ili je u autoservisu potrebno stalno skidati polomljene vijke glavčine i slično.

U ovom slučaju, kupnja EDM jedinice brzo se isplati.
Opis vrsta
Po dogovoru
Prema namjeni, erozijski agregati se dijele na nekoliko tipova.
-
Jedinice za šivanje i kopiranje-šivanje. Vježbano za probijanje i označavanje dijelova, izradu rupa, uključujući duboke rupe. Strojevi za potonuće mogu izraditi volumetrijske proizvode - za ponovno stvaranje projekcije crteža na metalu s submikronskom razinom konvergencije. Prakticirao u medicinskom, telekomunikacijskom i zrakoplovnom sektoru.


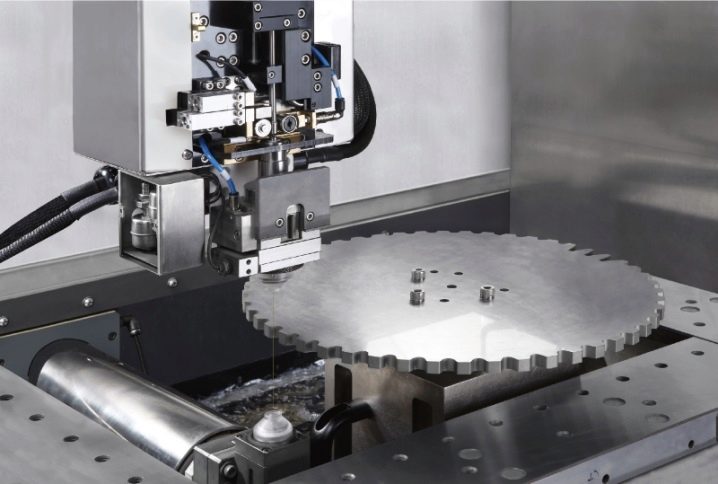
- Žičani agregati. Rade s proizvodima složene konfiguracije od čvrstih materijala. Oni mogu izvoditi operacije koje nisu dostupne za glodalice: izrezati mali prazni na mjesto gdje je nemoguće pričvrstiti glodalo. Vježbao se pri izradi alata za automobilsku industriju i industriju izrade instrumenata. Jedinica može uspješno izvoditi i preliminarne operacije i završnu površinsku obradu, koja zahtijeva visoku preciznost, dijelova izrađenih od različitih električno vodljivih materijala, uključujući i tvrde legure.

- Superbušilice elektroerozivnog principa djelovanja. U biti, ovo je EDM jedinica za bušenje - umjesto uobičajenih uređaja u obliku upuštača i slavina, za stvaranje dubokih rupa koriste se cjevaste elektrode. Omogućuju dobivanje ultra tankih rupa bilo koje dubine u ultra jakim materijalima.


- Jedinice pile velike brzine. Kao elektroda koristi se mekana metalna traka. Oni su u stanju rezati bilo koji električno vodljivi materijal, bez obzira na njegovu čvrstoću i tvrdoću, bez podvrgavanja obratka deformaciji. Vježba u eksperimentalnim laboratorijima, metalurgiji, zrakoplovnoj industriji.


Metodom dobivanja pražnjenja
Prema načinu dobivanja električnog pražnjenja, strojevi se dijele u nekoliko vrsta.
-
Iskra. Mala snaga, precizno rezanje. Vježbano za preciznu strojnu obradu proizvoda.
-
Puls. Povećana energija pražnjenja smanjuje točnost i povećava područje toplinske obrade. Vježbano pri obradi velikih ravnina bez zahtjeva za preciznošću.
-
Električni luk. Omogućuje visoku produktivnost i djelomično stvrdnjavanje. Vježbajte rad s velikim dijelovima. Zahtijeva završno brušenje ili poliranje.


Vrhunski proizvođači
Proizvođači jedinica ovog tipa su i azijske i europske zemlje. Iako služe istoj namjeni, strojevi različitih proizvođača uvelike se razlikuju po funkcionalnosti i cijeni.
Ako je oprema iz Kine i Južne Koreje puno jeftinija od europske, onda potonju proizvode proizvođači na višoj razini kvalitete s višom razinom automatizacije radnih procesa.
"ARTA"
Domaći proizvođači proizvode preciznu opremu "ARTA" za EEE metala. NPK "Delta-Test" danas se smatra vodećim u Ruskoj Federaciji u proizvodnji opreme ovog tipa. Proizvodnjom novih jedinica tvrtka modernizira opremu ranije u proizvodnji.

Sodick
Na suvremenom tržištu opreme ova tvrtka je poznata po proizvodnji CNC strojeva za rezanje žice EDM. Posjedujući visoke tehnološke karakteristike, oprema ove tvrtke prakticira se za obradu metala s visokom (višom od željeza) talištem i monokristalnih materijala. Pomoću ovih jedinica izrađuju se perforirane cijevi i ploče, radni dijelovi strojeva za kopiranje, žigovi s trodimenzionalnim mjernim profilima, te kermet žigovi. Profesionalci koji koriste ovu opremu lako uspijevaju stvoriti kamere i njihove prototipove, elektrode-alate za kopiranje i šivanje jedinica.


Mitsubishi
Stroj za rezanje žice Mitsubishi MV1200S omogućuje izvođenje najsloženijih radova na obradi proizvoda bilo koje konfiguracije električnim pražnjenjem, izrađenih od raznih vodljivih materijala. Aktivnim radom ovog alatnog stroja u suvremenoj proizvodnji troškovi njegove nabave donose pozitivan učinak u kratkom vremenu.

Agie
Oprema Agie EDM proizvodi se u Švicarskoj i uspješno konkurira drugim sličnim modelima. Sa svojim malim dimenzijama, ova jedinica može obavljati najsloženije radove na obradi karbidnih dijelova za različite namjene u automatskom načinu upravljanja.

Pribor i potrošni materijal
EDM strojevi su visokotehnološka oprema. Međutim, kako biste povećali točnost obrade i praktičnost rada, možete kupiti pribor:
-
stezni uređaji - potporne stezaljke, 3-osni upravljački uređaji, škripci, stezne glave;
-
okvir za radnu površinu;
-
trake za pričvršćivanje;
-
podesive ploče;
-
kutni blokovi;
-
držači elektroda i druge komponente.
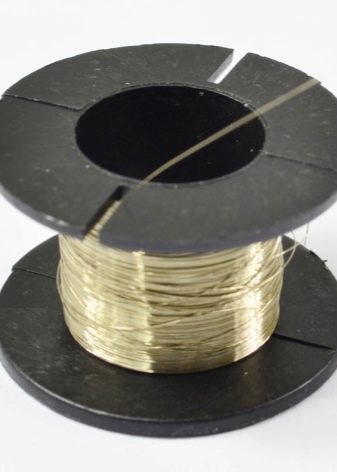
Za izradu visokokvalitetnih dijelova od posebno jakih metala potrebni su sljedeći potrošni materijali za elektroerozivne jedinice:
-
mjedena žica (dopuštena je opcija s prskanjem cinka) presjeka od 0,1, 0,2, 0,25 mm;
-
molibdenska žica s poprečnim presjekom od 0,14 milimetara (proizvedena u zavojnicama od 200 metara svaka težine 32 kilograma);
-
mjedena ili bakrena cijev (elektroda) promjera od 0,5 do 6 milimetara i duljine od 30 do 40 centimetara, mjed može imati od jedne do 3 rupe;
-
modularne cijevi za rashladnu tekućinu, koje su izrađene od visokokvalitetnih polimera.

Dielektrična tekućina
Koristi se za čišćenje proizvoda od mikročipova nakon erozije. Dielektrična tekućina ima nekoliko namjena. Radi kao poluvodič između obratka i elektrode kako bi održao stabilne i kontrolirane uvjete ionizacije iskre. To je potrebno za održavanje elektrode, obratka, radnog stola na stabilnoj temperaturi.
Također se koristi dielektrična tekućina za ispiranje ostataka pepela koji nastaju tijekom obrade.

Filtri
Rezanje pojedinačnih materijala brzo će začepiti filtere. Na primjer, kod rezanja proizvedenih proizvoda raspršivanjem praha, unutarnji džep se može napuniti slobodno tekućim, nesinteriranim metalnim prahom. Njegovo naglo ispuštanje u tekućinu može začepiti filtar.

Ionska izmjenjivačka smola
U EE tretmanu, deionizacijska (ionska izmjena) smola se koristi za pročišćavanje dielektrika (vode) u agregatima. Njegova struktura je omjer između visine sloja kationa i aniona. Ovisno o toj ravnoteži (uglavnom), određuje se vijek trajanja i kvaliteta pročišćavanja dielektrika (vode) koji se koristi u jedinici.

Područja uporabe
Predstavljena skupina jedinica dizajnirana je za prostornu obradu metala s najvećom preciznošću. Stroj izvodi konturiranje mehanizama, dijelova, sklopova izrađenih od materijala visoke električne vodljivosti. To su čelične, bakrene, aluminijske gredice različite tvrdoće, obojeni metali, tvrde legure.

EDM jedinice rezane žice prakticiraju se za proizvodnju opreme, alata, dijelova složene geometrijske konfiguracije: kopirni strojevi, oblikovani rezači, tokari, matrice, bušilice, kontinuirano se koriste u uvjetima masovne i male proizvodnje. Ključna značajka dizajna ove opreme je korištenje koordinata na linearnim motorima s preciznim vodilicama tračnica.


Strojevi su opremljeni preciznim linearnim enkoderima. To omogućuje postizanje najvišeg stupnja točnosti pri izradi posebno kritičnih dijelova.
Ako govorimo o probijajućim elektroerozivnim jedinicama, onda se obično koriste tamo gdje je potrebno označavanje proizvoda ili je potrebno napraviti tehnološke rupe.















Komentar je uspješno poslan.