Što su vodiči za strojeve i kako ih odabrati?
Vodilice su najvažniji dio alatnih strojeva, jer o njima ovisi točnost kretanja alata. Iz članka ćete saznati što su kružne i linearne vodilice za CNC strojeve, što je bolje odabrati - valjak, kuglica ili druge aluminijske vodilice.


Opći opis
Svako međusobno pomicanje obratka i alata događa se duž vodilica - svojevrsnih tračnica. Po njima hoda radno tijelo stroja ili uređaj s učvršćenim izratkom. A budući da ti pokreti izravno utječu na kvalitetu proizvoda, vodilice moraju ispunjavati niz zahtjeva.
-
Krutost i tvrdoća. U obradi metala javljaju se velike sile rezanja - 100 kg ili više. Nemoguće je dopustiti radnom tijelu stroja da "hoda" više od navedene kvalitete. Stoga su vodilice izrađene od legiranih čelika razreda - ŠH-15, 95H18, nakon čega slijedi toplinska obrada, kao i razne vrste keramike.
-
Mala sila trenja. Prilikom obrade složenih dijelova na CNC strojevima alat se pomiče trzajima i ubrzanjima. A zbog povećanog trenja gubi se točnost njegovih pokreta.
-
Otporan na habanje. Kod jednostavnih modela strojeva za obradu drva vodilice su izlivene u jednom komadu s ležajem, a kod CNC strojeva su na njega mehanički spojene. Ali u svim slučajevima popravak je težak i odgovoran posao.

Budući da postoji mnogo vrsta i modela strojeva, vodiči za njih su različiti.
Pogledi
Pokreti oblikovanja bilo kojeg stroja su rotacija i linearno kretanje. Potrebni su im odgovarajući vodiči.
-
Okrugli stolovi se često koriste u rotirajućim stolovima gdje se radni komad obrađuje sa svih strana. Nalaze se u strojevima za glodanje i 5-osi.
-
Snažne glave i čeljusti tokarilica i višeoperacijskih strojeva s CNC-om kreću se linearno okomito i vodoravno.
-
Nagnuti su potrebni za specijalizirane alatne strojeve.

Što je lakše napraviti vodilice, to su jeftinije, ali ne daju uvijek potrebnu točnost pokreta. Stoga je potrebno pravilno odabrati oblik poprečnog presjeka.
-
Pravokutni, izliven istodobno s krevetom, najjednostavniji. Često se nalazi u jeftinim stolnim strojevima.
Zbog svoje velike nosive površine dobro se nose sa statičkim opterećenjima, ali imaju veliku silu trenja.
Ne razlikuju se po visokoj točnosti rada, jer se zbog istrošenosti pojavljuje zračnost između tračnice i čahure. Ali mogu se popraviti, lako se poliraju.


- Trokutasti ili prizmatični, točnije, jer zahvaljujući zakošenim rubovima nema praznina. Bili su naširoko korišteni u gradnji alatnih strojeva, ali sada se postupno zamjenjuju drugim vrstama.

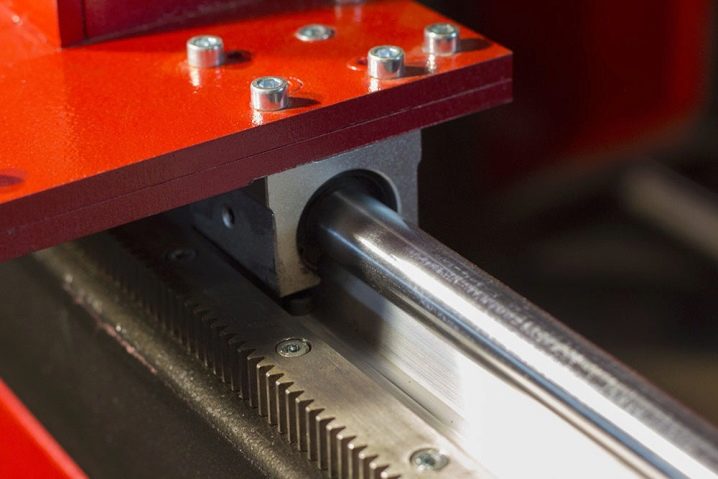
- Polirane cilindrične osovine - jednostavan i uobičajen, jednostavan za ugradnju na stroj ili zamjenu. Indukcijsko stvrdnjavanje i površinska obrada osiguravaju otpornost na habanje i nizak koeficijent trenja. Ali postoji nedostatak - pričvršćivanje uz rubove dovodi do progiba pod vlastitom težinom ili ispod mase čeljusti. Malo, ali već dovodi do grešaka proizvoda. Stoga se takve vodilice ne izrađuju duže od 1 m, a omjer promjera i duljine osovine trebao bi biti najmanje 0,05, a po mogućnosti 0,06-0,1.

- Zupčaste osovine bolja otpornost na savijanje i uvijanje. A čahura, koja se kreće duž osovine, ne može se sama okrenuti, što dodaje krutost cijelom stroju. Nedostaci kliznih osovina su isti kao i kod poliranih vratila.I još nešto - navojnu osovinu je teško pravilno postaviti na stroj, pa su rijetki.


- Cilindrična tračnica - to su obične okrugle vodilice, ali su po cijeloj dužini zavarene na prizmatični nosač. Time se povećava krutost. Kada stroj radi s velikim obradacima, ove vodilice su savijene s ležajem, tako da se relativni položaj alata ili obratka ne mijenja. To znači da se točnost povećava. A takve tračnice su jeftine.


- "lastini rep" koristi se u teškim alatnim strojevima koji zahtijevaju krutost i stabilnost pod izmjeničnim i statičkim opterećenjima. Izlivene su u jednom komadu s krevetom, pa ih je teško popraviti kada se nose. Samo proizvođač ili vrlo diskretna osoba koja će raditi ručno moći će brusiti plohe po cijeloj dužini. Ali takve tračnice služe dugo.
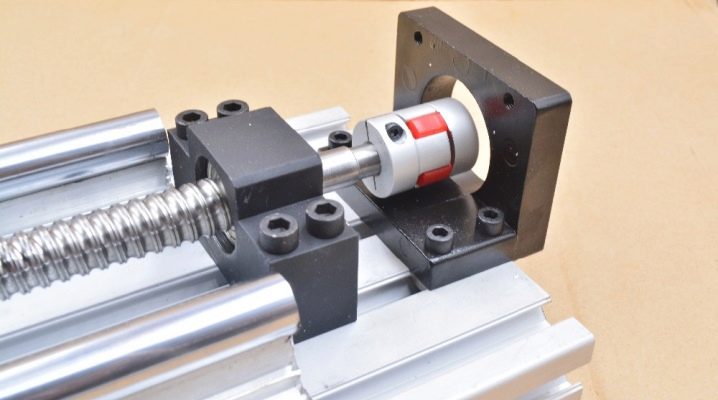
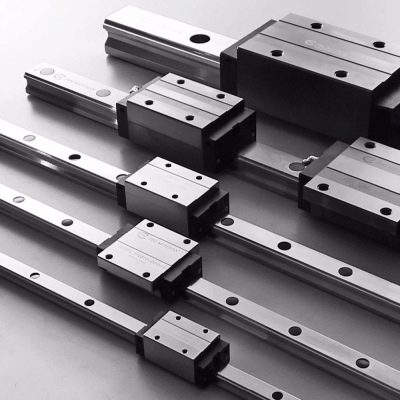
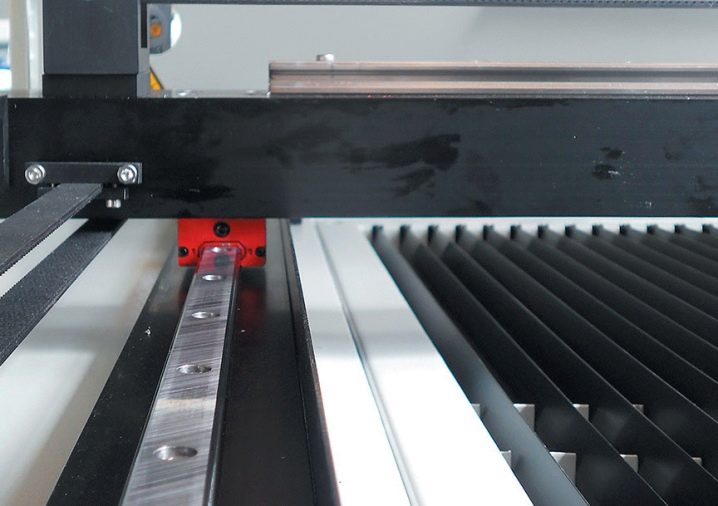
- Čelični aluminijski profili - najpouzdaniji u radu. Zahvaljujući žljebovima po kojima se pomiču kuglice ili valjci, takve vodilice dobro drže teret, ne igraju se, ne uvijaju ili savijaju.
Ali oni su skupi, jer zahtijevaju posebno kvalitetnu obradu tijekom proizvodnje. Također ih je teško instalirati na stroj, jer je potrebna visoka točnost i poravnanje pričvrsnih elemenata.
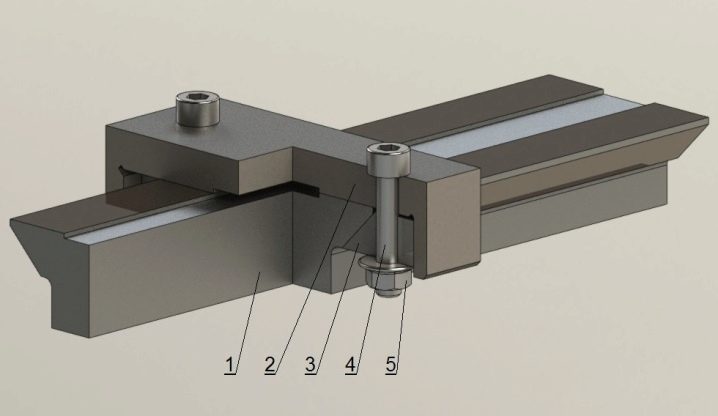
Na kvalitetu stroja utječu ne samo same tračnice, već i njihov spojni rukavac. U strojarstvu se spajaju u jedan pojam – vodiči. Trenje, točnost pozicioniranja i sve što utječe na kretanje ovisi o dizajnu ovog para. Stoga su vodilice izrađene drugačije: klizne, kotrljajuće i kombinirane.
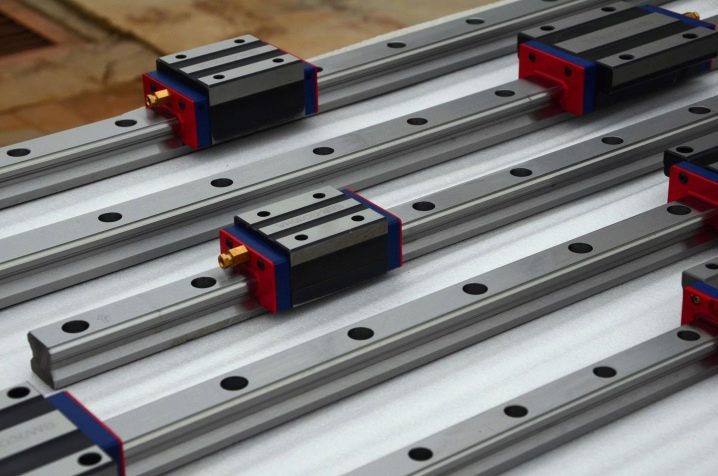
Vodilice za kotrljanje
U njima se čahura čeljusti na kuglicama ili valjcima kreće duž tračnice. Na rukavu se izrađuju posebni žljebovi za vijke, zahvaljujući kojima se kuglice, kada dođu do ruba, vraćaju u prvobitni položaj. Podsjeća na ležaj. Ovo rješenje ima mnoge prednosti.
-
Dobra dinamička svojstva i nisko trenje - čeljust može brzo ubrzati i zaustaviti se. To je bitno za preciznu obradu malih dijelova kao što su izrezi i utori.
-
Niska rasipanje topline - tračnice nisu deformirane zbog toplinskih učinaka. To je posebno dobro za visoko preciznu (preciznu) opremu.
-
Jednostavan za održavanje - kada se istroše, dovoljno je zamijeniti kuglice. Mekši su od vodilice i stoga se brže troše.


Ali postoji nedostatak - mala sposobnost prigušivanja. To znači da se vibracije nastale tijekom rezanja uvijek prenose na ležište. To će smanjiti točnost obrade i dovesti do otpada. Vibracije se javljaju, na primjer, kada je zaliha neravnomjerna u grubim operacijama.
Vodilice valjka malo su drugačijeg dizajna. Oni su valjak i lopta.
-
Valjčani podnose veća opterećenja od kugličastih. Ali trenje koje se javlja na krajevima valjaka smanjuje dinamička svojstva.
-
Kuglični ležajevi su prikladniji za precizan rad, ali ne podnose visoke podatke rezanja.


Za teške uvjete potrebne su druge konstrukcije.
Slide vodilice
U njima rukav klizi duž tračnice duž sloja maziva. Zbog velike površine potpore, mogu izdržati ozbiljna opterećenja, uključujući udarna opterećenja, stoga se široko koriste u početnim načinima obrade. Ali u ovim vodilicama, statička sila trenja je mnogo veća od sile trenja kretanja, stoga se pri malim brzinama čvorovi ne kreću jednoliko, već u skokovima.


Da bi se to nadoknadilo, koriste se različita tehnička rješenja.
-
Hidrodinamički imaju jednostavan i pouzdan dizajn. U njima se ulje uvlači kroz žljebove za podmazivanje između tračnice i čahure, čime se odvajaju trljajuće površine. Ovi utori se nalaze duž cijele duljine tračnice. Ove vodilice imaju visoku krutost i dobra svojstva prigušenja. Nedostaci - dobro rade samo pri velikim brzinama, inače nema hidrodinamičkog učinka. Osim toga, radni uvjeti pogoršavaju se tijekom ubrzanja i usporavanja.Ove vodilice se široko koriste u strojevima za blanjanje i vrtuljke.
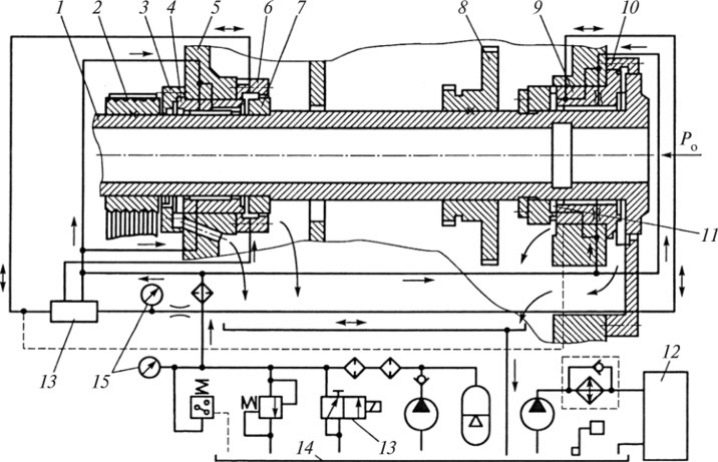
- Hidrostatski su lišeni ovih nedostataka. U njima se podmazivanje dovodi pod pritiskom iz pumpe, stoga na površini uvijek postoji uljni film debljine 10-50 mikrona, a ponekad i 100 mikrona.

Ali oni imaju ozbiljne nedostatke - potrebna im je oprema za cirkulaciju i filtriranje ulja, zagrijavanje se događa tijekom rada, a potrebni su posebni uređaji za pričvršćivanje čeljusti u željeni položaj. Osim toga, sustav je teško održavati.
Hidrostatske vodilice se široko koriste u teškim i jedinstvenim visoko preciznim CNC strojevima. Otvoreni su i zatvoreni. Otvoreni (bez traka) su jednostavnijeg dizajna i koriste se pod stabilnim radnim uvjetima i velikom masom čeljusti. Zatvorene su bolje otporne na savijanje i prevrtanje, ali zahtijevaju pažljivu i skupu konstrukciju.
- Aerostatski koriste zrak umjesto ulja. Stoga imaju nisko trenje, visoku preciznost i izdržljivost. A ako uklonite dovod zraka, čeljust će biti sigurno pričvršćena, za razliku od hidrostatskih uređaja. Ali njihova krutost i dinamika su lošiji, štoviše, zbog niske gustoće zraka pojavljuju se fluktuacije. Također, zračni prolazi moraju se redovito čistiti.

Ovi vodiči su dokazali svoju vrijednost u laganim alatnim strojevima. Koriste se u koordinatnim mjernim strojevima, PCB strojevima i sličnoj opremi.
Često se koriste strukture koje kombiniraju pozitivne kvalitete različitih vrsta vodiča.
Kombinirano
Koriste se polutečno ili tekuće podmazivanje, miješano trenje kotrljanja i klizanja i druga rješenja. Omogućuju visoku krutost i nesmetan rad. Ali imaju kratak vijek trajanja.
Koliko god oprema bila savršena, zahtijeva zaštitu od oštećenja i redovito održavanje.
Pribor i potrošni materijal
Glavni zadatak je osigurati da između dijelova za trljanje nema ništa osim ulja. Za to su vodilice zaštićene posebnim uređajima.
-
Gumena valovita zaštita neće dati rashladnu tekućinu (tekućina za rezanje) doći na metalne proizvode, zaštitit će od prašine i sitnih krhotina. Ali neće se nositi s oštrim strugotinama ili velikim predmetima, na primjer, ako radni komad padne na krevet.
-
Zaštita rola je pouzdanija. Kada se čeljust pomiče, ona se kotrlja, a s druge strane, naprotiv, otvara. Stoga su vodilice uvijek prekrivene metalnom trakom, iako tankom.
-
Teleskopski je najpouzdaniji. Debela kutija širi se cijelom dužinom vodilica i zatvara ih sa svih strana.

Ali imajte na umu da što je zaštita masivnija, to je potrebno više truda da se sklopi. I što je trenje jače. Stoga ne biste trebali uzimati teleskopsku verziju za slabe ili precizne strojeve koji zahtijevaju visoke dinamičke kvalitete. Ali ne preporuča se štedjeti ni na zaštiti.
-
Vodilice je ponekad potrebno ručno čistiti. Za to je potreban strugač.
-
A ako se tijekom rada stvori previše krhotina, preporučljivo je pričvrstiti brisač na čeljusti.
A tehničar voli dotjerivanje.
-
Krpa je idealna za uklanjanje prljavštine i starog ulja s površina.
-
A ulje za podmazivanje površina štiti dijelove od korozije. Osim toga, povremeno morate isprati vodilice u ulju kako biste ih očistili od oksida.

Ali ako ti alati ne rade, uvijek možete kupiti nove vodiče.
Značajke izbora
Prilikom popravka možete jednostavno kupiti iste vodilice. Ili možete nadograditi stroj. Samo razmotrite nekoliko točaka.
-
Vodiči su unaprijed umetnuti. Regulira se promjerom kuglica ili valjaka u kočiji. Na primjer, za tokarilice s CNC-om u X i Y osi, sila interferencije treba biti 0,08C. A za os Z, trebao bi biti 0,13C. Tada je zajamčena visoka krutost cijele strukture.
-
Vodilice moraju odgovarati klasi točnosti cijelog stroja.

Odredite vrstu proizvoda.
-
Za mekane izratke kraće od 1 m prikladne su polirane osovine.
-
Za izoštravanje metala ili velikih komada drveta potrebne su vam profilne tračnice.
I na kraju, kupujte komponente samo u provjerenim trgovinama.
Često postoje krivotvorine koje ne samo da pokvare izratke, već i krše ugovor. I da biste dokazali svoj slučaj, snimite raspakiranje novih vodiča na videu u jednom kadru bez montaže.













Komentar je uspješno poslan.