Sve o tokarilicama za rezanje vijaka

Poznavanje svega o tokarilicama za rezanje vijaka vrlo je korisno za organizaciju kućne radionice ili male tvrtke. Potrebno je razumjeti značajke uređaja, s glavnim jedinicama i namjenom strojeva sa i bez CNC-a. Osim onoga što je općenito, morat ćete proučiti univerzalne modele stolnih računala i druge opcije, osobitosti rada s njima.
Što je?
Svaki tokarilica za rezanje vijaka dizajnirana je za obradu čelika, lijevanog željeza i drugih izradaka. Ovaj postupak stručnjaci nazivaju rezanjem. Takvi uređaji omogućuju mljevenje i mljevenje dijelova. Uspješno oblikuju utore i obrađuju krajeve. Također, svrha tokarilice za rezanje vijaka uključuje:
- bušenje;
- upuštanje;
- postavljanje otvora i staza;
- obavljanje niza drugih manipulacija.
Opći princip uređaja je vrlo jednostavan. Radni komad koji se obrađuje je stegnut vodoravno. Počinje se vrtjeti u određenom trenutku. Ovim pokretom rezač uklanja nepotreban materijal. Ali prividna jednostavnost opisa ne dopušta zanemariti prilično veliku složenost izvršenja.


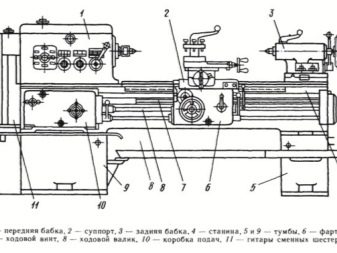
Tokarilica za rezanje vijaka može raditi s povjerenjem samo ako je vrlo pažljivo sastavljena od dobro spojenih elemenata. Glavni čvorovi u shemi takvog uređaja su:
- potpora;
- tvrdoglava baka;
- krevet;
- glava vretena;
- električni dio;
- pogonsko vratilo;
- gitare s zupčanicima;
- kutija odgovorna za podnošenje;
- olovni vijak.
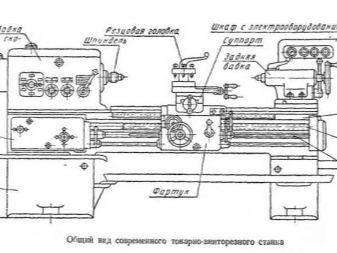
Unatoč prilično kalibriranoj strukturi temeljenoj na tipičnim dijelovima, specifični strojevi mogu se jako razlikovati. Puno ovisi o točnosti tijekom rada. Vreteno (poznato i kao frontalno) zaglavlje sprječava pomicanje izratka koji se obrađuje. Također prenosi rotacijski impuls iz električnog pogona. U unutarnjem dijelu je skriven sklop vretena - zašto je, zapravo, tako nazvan.
Uporni, to je i stražnji, naglavak omogućuje vam da popravite radni komad. Uloga oslonca je pomicanje držača alata (zajedno sa samim radnim alatom) u uzdužnoj i poprečnoj ravnini u odnosu na os stroja. Blok čeljusti je uvijek veći od ostalih dijelova. Nosač rezača odabire se prema kategoriji uređaja.
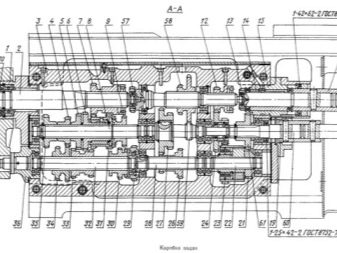
Mjenjač utječe na prijenos impulsa na sve dijelove, a time i na funkcioniranje sustava općenito.


Takve kutije mogu se ugraditi u tijela nosača ili se nalaziti u zasebnim dijelovima tijela. Tempo se prilagođava korak po korak ili kontinuirano, što je unaprijed određeno nijansama dizajna. Glavna glumačka karika kutije su zupčanici. Također uključuje prijenos s klinastim remenom i električni motor s rikvercom. Uz to, vrijedi spomenuti spojku i ručku za promjenu brzine.
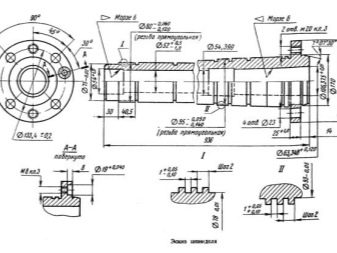
Vreteno se može smatrati iznimno važnim elementom. To je dio s tehničkom konfiguracijom osovine i ima konusni kanal za držanje dijelova. Svakako je jaka i izdržljiva, jer je izrađena od odabrane legure čelika. Tradicionalistički pristup podrazumijeva korištenje visoko preciznih kotrljajućih ležajeva u dizajnu elementa vretena. Za postavljanje šipke potrebna je konusna šupljina na kraju, koja ponekad omogućuje nokautiranje središnjeg dijela.
Postolje tokarilice za rezanje vijaka dobiva se lijevanjem od lijevanog željeza. Za izradu utora, prema potrebi, koristite alat za označavanje, matrice, rezanje i druge uređaje. Upravljačke jedinice sadrže razne tipke i ručke, uključujući one koje vam omogućuju podešavanje čeljusti. Modeli s CNC-om su kompliciraniji od klasičnih, ali mogu izvoditi manipulacije koje su njima nedostižne i u nekim slučajevima djelovati bez pomoći operatera. Vrijedno je naglasiti ulogu pregače - unutar nje se nalaze mehanizmi koji pretvaraju rotaciju vijčanog sklopa i tehničke osovine u naprijed kretanje potpornog uređaja.

Pregled vrsta
Po masi
Vijčani strug se može koristiti u lokalnim privatnim poduzećima, za potrebe kućanstva. Takvi modeli su obično relativno lagani. Velika i teška vozila namijenjena su uglavnom za industrijsku proizvodnju. Uređaji koji nisu teži od 500 kg smatraju se lakim.
Oprema srednje veličine igra važnu ulogu u industriji. Teži do 15.000 kg. Najveći industrijski dizajni teže između 15 i 400 tona. U ovom slučaju obično se ne nailazi na visoku razinu točnosti jer tolerancije više nisu toliko značajne.
Vrlo moćna oprema instalirana je u velikim tvornicama i tvornicama, ali se ne koristi u segmentu kućanstva.


Po maksimalnoj dužini dijela
U osnovi, lagani strojevi komuniciraju s dijelovima promjera ne većim od 50 cm. Oprema srednje razine može nositi izratke do 125 cm duljine. Najduža duljina dijela unaprijed je određena razmakom između središnjih točaka stroja. S istim poprečnim presjekom, strojevi mogu raditi i duge i relativno kratke strukture. Rasprostranjenost po najvećem promjeru dijelova je posebno velika - od 10 do 400 cm, stoga ne postoje univerzalni strojevi koji rade s izratcima bilo kojeg presjeka.


Po izvedbi
Važna točka u klasifikaciji opreme za rezanje vijaka je njena tehnička produktivnost. Uobičajeno je dodijeliti uređaje za:
-
mala proizvodnja;
-
serije srednjeg opsega;
-
proizvodnja velikih transportnih traka.
Marke tokarilica za rezanje vijaka prilično su raznolike. Proizvode se u mnogim zemljama. Štoviše, dio opreme aktivno se koristi od razdoblja SSSR-a i još nije izgubio svoju važnost. Kada se upoznate s opisom tehnike, važno je saznati je li dizajnirana za radnu ili podnu montažu, koje su značajke instalacije općenito. Što se tiče CNC strojeva, to praktički nije alternativno rješenje - čak i za kućnu upotrebu, "čisto ručna" oprema se koristi iznimno rijetko.


Vrhunski modeli
Prikladno je započeti pregled s "Kalibar STMN-550/350"... Iako je takav uređaj lagan, u njegovom kompaktnom tijelu postoje prilično ozbiljne mogućnosti. Prikupljanjem i konfiguriranjem u skladu s uputama možete jamčiti točnost rada. Potreban je tehnički servis nakon svakih 50 sati rada. Glavne značajke:
- razmak između središta 35 cm;
- presjek obratka preko kreveta do 18 cm;
- ukupna težina 40 kg;
- broj okretaja - 2500 u minuti;
- gumene noge u osnovnom setu;
- plastične ručke;
- Morseov konus br. 2.



Za jednostavnu obradu metala možete koristiti i Kraton MML 01 stroj. Ovaj uređaj je vrlo lako održavan. Problem je korištenje plastičnih zupčanika. Zamijenivši ih lijevanim željezom, ne možete se bojati posljedica neoprezne uporabe. Između središta bit će razmak od 30 cm, a masa uređaja je 38 kg; razvija se od 50 do 2500 o/min za 60 sekundi.
Osim za metal, Kraton proizvod je pogodan za plastiku i drvo. Dizajneri su osigurali pozadinsko osvjetljenje. Skup izmjenjivih zupčanika omogućuje rezanje metričkih niti. Zahvaljujući okretnom klizaču, dostupno je konusno oštrenje dijelova.
Poprečni hod klizača je 6,5 cm.


Alternativa se može smatrati "Corvette 402". Ovo je pristojan lagani tokarski stroj s posebno visokokvalitetnim komponentama. Monofazni motor ima snagu od 750 W. Razmak između središta je 50 cm. Presjek obratka iznad kreveta je 22 cm, a masa uređaja je 105 kg; može razviti od 100 do 1800 okretaja u minuti u 6 različitih brzina.
Osobitosti:
- elektromotor je izrađen prema asinkronoj shemi;
- predviđena je naličja torzije vretena;
- zahvaljujući magnetskom starteru, isključeno je spontano uključivanje nakon nestanka struje;
- uređaj je opremljen paletom;
- konus vretena izrađen je prema shemi Morse-3;
- u 1 prolazu možete samljeti do 0,03 cm;
- pomicanje križnih i okretnih čeljusti - 11 odnosno 5,5 cm;
- radijalno izvlačenje vretena 0,001 cm.



Proma SKF-800 također se može smatrati pristojnim rješenjem za organizaciju radionice kod kuće. Model je dizajniran za rad s vrlo velikim dijelovima. Par trofaznih motora osigurava snažan okretni moment. Glavni parametri:
- duljina okretanja 75 cm;
- promjer izratka iznad kreveta - 42 cm;
- ukupna težina 230 kg;
- vreteno s otvorom od 2,8 cm;
- inčni navoj od 4 do 120 niti;
- dobivanje metričke niti od 0,02 do 0,6 cm;
- hod pero - 7 cm;
- potrošnja struje - 0,55 kW;
- radni napon - 400 V.



MetalMaster X32100 također vrijedi pobliže pogledati. Ovo je univerzalna tokarilica za rezanje vijaka s digitalnim zaslonom. Dostupan je i indikator konca. Uređaj dobro radi s željeznim i obojenim legurama. Dohvat pera - 10 cm, predviđeno je 18 radnih brzina.
Ostali parametri:
- poprečni tobogan je 13 cm;
- pumpa rashladne tekućine troši 0,04 kW i radi iz kućne mreže;
- sam stroj radi na naponu od 380 V i troši 1,5 kW struje;
- neto težina je 620 kg;
- osiguran je automatski dovod u uzdužnoj i poprečnoj ravnini.



U industrijskoj proizvodnji zaslužuje pozornost Stalex GH-1430B... Ovaj stroj ima razmak od centra do centra od 75 cm, težak je 510 kg i sposoban je za brzine od 70 do 2000 okretaja. Osnovna isporuka uključuje par stabilnih odmorišta i par nerotirajućih centara.
Zupčanici su izrađeni od vrhunskog kaljenog čelika.


Dovršavanje pregleda prikladno je na modelu Jet GH-2040 ZH DRO RFS. Ovaj stroj je opremljen motorom od 12 kW. Prolazni otvor u vretenu je 8 cm. Torzija se održava pri vrlo različitim brzinama (24 položaja od 9 do 1600 o/min). Sam proizvođač naglašava usklađenost s posebnim zahtjevima za točnost i brzinu obrade materijala.


Što treba uzeti u obzir pri odabiru?
U velikoj većini slučajeva, izbor za kućnu radionicu napravljen je u korist univerzalnih modela. Ne razlikuju se po visokim tehničkim karakteristikama, ali su jednostavni u dizajnu i mogu obraditi 1 - 2 dijela na neserijskoj osnovi. Sve manipulacije se rade ručno. Kvaliteta obrade i njezina točnost neće biti vrlo visoka.
Treba imati na umu da sve češće pod nazivom "univerzalni stroj" prodaju jednostavnu opremu s CNC-om i izravnom izvedbom kreveta. Omogućuju vam primjenu kontrolnih programa. CNC sustavi aktivno zamjenjuju stare univerzalne modele. Ali čak i među zastarjelim uzorcima postoji podjela. Dakle, strojevi za kopiranje i poluautomatski strojevi mogu se nositi s dijelovima složenog oblika; suvremeni primjeri ove vrste imaju sustav upravljanja.


Što je više sjekutića, to je aparat produktivniji. CNC tehnologija višereznog tokarenja prikladna je za specifične operacije. Uglavnom se koristi za proizvodne linije različitih veličina. U svakom slučaju treba obratiti pažnju na:
- dimenzije obrađenih dijelova;
- razina točnosti;
- tolerancije obrade;
- vrste obrađenih metala;
- visina radnih centara
- promjer stezne glave;
- vrsta kreveta (ravno ili nagnuto);
- vrsta uloška;
- kompletan set;
- recenzije o modelu.


Kada koristite niz modernih tekućina za podmazivanje i hlađenje, zaštita od njih je imperativ. Svaki odgovorni proizvođač to osigurava. Strojevi za rezanje vijaka odabiru se uzimajući u obzir broj radnih manipulacija i njihovu vrstu. Ne smijemo zaboraviti na duljinu i promjer izratka. Što je ležaj stroja jači, to je pouzdaniji; međutim, uređaj koji je pretežak za korištenje kod kuće ne vrijedi. Zavarivanje je poželjnije u odnosu na vijke.
Osim toga, obraćaju pažnju na:
- metode povezivanja;
- parametri napajanja;
- razina zazora (ili nedostatak istog);
recenzije stručnjaka.


Kako raditi
Često se tokarilica za rezanje vijaka koristi za obradu vanjskih cilindričnih površina. Sličan rad se izvodi s prolaznim rezačima. Radni komad je pričvršćen uz očekivanje dovoljno velikog prevjesa. Vjeruje se da je prevjes od 7 - 12 mm preko duljine dijela dovoljan za obradu krajeva i rezanje dijela. Koliko brzo se vreteno treba okretati, koliko duboko izradak treba rezati, propisano je u dijagramu toka.
Dubina reza se podešava pomoću kotačića za poprečno uvlačenje. Nakon okretanja, u mnogim slučajevima, kraj obratka se obrezuje raznim rezačima. Potrebno je voditi rezač za dodavanje ili bodovanje sve dok ne dotakne kraj. Zatim se odvozi i kočija se pomiče nekoliko milimetara ulijevo. Pomicanjem alata poprečno, s kraja se uklanja sloj metala.

Na malim izbočinama možete brusiti i rezati metal jednim upornim rezačem. Vanjski utori se izrađuju pomoću rezača s utorima. Rad bi u ovom trenutku trebao biti 4 - 5 puta sporiji nego kod obrezivanja krajeva. Sjekutić se vodi uredno, bez puno napora, uvijek u poprečnoj ravnini. Bočni brojčanik pomaže namjestiti dubinu utora.
Radni komadi se režu istom metodom kao i kod utora. Radovi su gotovi čim se debljina nadvoja smanji na 2 - 3 mm. Nadalje, isključivanjem stroja, odlomite dio oslobođen od rezača.


Značajke postavljanja
Ispravno puštanje u rad i podešavanje provode se uzimajući u obzir nijanse tehnološkog procesa. Kada je stroj postavljen, obrađuju se 2 ili 3 dijela. Po njima provjeravaju kako se poštuju parametri navedeni na crtežu. Ako postoji neusklađenost, vrši se ponovno podešavanje. Važan dio procesa postavljanja je određivanje značajki ugradnje i pričvršćivanja obradaka u alatnim strojevima.
Ako vrhovi središta nisu poravnati, poravnanje se osigurava pomicanjem stražnje poluge. Zatim se postavlja uložak vozača. Zatim se odabire rezač i postavlja točno duž visine osi. Jastučići trebaju imati paralelne površine s pristojnom izradom.
Ne možete koristiti više od dva jastučića.


Posebno se provjerava položaj vrha rezača u središnjoj visini. Za provjeru, rezač se dovodi u središte prethodno provjerene visine. Sam centar bi trebao biti instaliran u stražnji pero. Izbočeni dio trebao bi biti kraći - maksimalno 1,5 puta veći od visine šipke. Previše značajan prevjes rezača izaziva vibracije i ne dopušta učinkovit rad; alat mora biti čvrsto pričvršćen u držač alata s barem nekoliko dobro zategnutih vijaka.
Okrugle izratke potrebno je stegnuti u samocentrirajuću steznu glavu s tri čeljusti. Ali ako je duljina dijela veća od 4 puta veća od promjera, trebate uzeti steznu glavu s steznim centrom ili koristiti strojeve za obradu s pogonskom steznom glavom. Kratki nekružni izratci montiraju se pomoću prednje ploče ili stezne glave s četiri čeljusti. Šipke i drugi dugi dijelovi malog promjera prolaze kroz prolaze u vretenu. Prilikom podešavanja načina rezanja glavna se pozornost posvećuje brzini glavnog pokreta i dubini reza; također ćete morati prilagoditi feed.


Sigurnost na radu
Prilikom spajanja čak i najjednostavnijeg stroja, morat ćete koristiti uređaje za zaštitu električne opreme. Shema je odabrana uzimajući u obzir osnovne inženjerske točke. Samostalan rad tokarilice za rezanje vijaka dopušten je samo u dobi od 17 godina. Prije prijema, morat ćete biti upućeni u zaštitu na radu. Osim toga, trebali biste se testirati na kontraindikacije; tijekom samog rada mora se strogo poštivati način rada i odmora, raspored pauza.
Morate raditi na tokarilici za rezanje vijaka u pamučnom odijelu ili polukombinezonu. Osim toga, trebat će vam kožne čizme i posebne naočale. Čak i najpažljiviji i najuređeniji radnici trebaju držati komplet prve pomoći spreman za rješavanje posljedica ozljede. Primarna sredstva za gašenje treba držati u radionicama.
Ako se dogodi neka nesreća, odmah se o tome obavještava uprava i hitne službe.


Radno mjesto treba održavati čistim. Strogo zabranjeno:
- uključite stroj u slučaju loma tla, u slučaju neispravnosti barijera i blokada;
- ući u granice zacrtane ogradom;
- ukloniti ovu ogradu (osim popravka od strane nadležnih službi);
- započeti rad bez provjere ispravnosti stroja;
- koristiti neregulirano osvjetljenje radnog područja;
- pokrenite stroj bez podmazivanja;
- rad bez pokrivala za glavu;
- dodirivanje pokretnih dijelova tijekom rada;
- osloniti se na stroj (ovo se ne odnosi samo na radnike);
- nastavite raditi ako se pojave vibracije;
- omogućuju namatanje strugotine na izratke ili glodala.
Sve dobivene strugotine moraju biti usmjerene strogo dalje od sebe. Čak i tijekom najkraćeg prekida u radu stroj mora biti zaustavljen i bez struje. Također će biti potrebno isključiti iz mreže u slučaju nestanka struje. U stanju bez napona, stroj se uklanja, čisti i podmazuje. Na isti način, odspajanje se vrši prije zatezanja pričvrsnih elemenata.

Nije dopušteno raditi na opremi za rezanje vijaka u rukavicama ili rukavicama. Ako su vam prsti zavijeni, morat ćete koristiti gumene vrhove prstiju. Radni komadi koji se obrađuju ne smiju se puhati komprimiranim zrakom. Ručno kočenje dijelova opreme nije dopušteno. Također, ne možete ništa mjeriti na putu stroja, provjeravati čistoću, brusiti dijelove.
Po završetku radova strojevi i elektromotori se gase, radna mjesta se dovode u red. Svi obradaci i korišteni alati stavljaju se na određena mjesta. Dijelovi koji se trljaju podmazuju se učestalošću propisanom u uputama. Svi problemi se prijavljuju upravi odmah, u ekstremnim slučajevima - nakon završetka smjene. Inače, dovoljno je slijediti upute iz tehničkog lista i preporuke proizvođača.














Komentar je uspješno poslan.