Sve što trebate znati o tokarilicama

Bez tokarilice tokarenje, oštrenje, izravnavanje površina dijelova ne može se izvesti iznimno precizno. Ručni rad zahtijeva nekoliko puta više vremena.

Što je?
Tokarilica radi s drvom, kompozitnim materijalima, kao i metalima i njihovim legurama. Ovaj stroj proizvodi niskostrujno i visoko precizno tokarenje sfernih, cilindričnih, konusnih i drugih dijelova. Tokarilica reže vanjske i unutarnje navoje nekoliko puta brže nego što bi to majstor uradio ručnom matricom ili pipom, reže i zaokružuje krajeve dijelova, buši i upušta komponente za proizvode te razvija tehnološke rupe.

Stroj se sastoji od sljedećih komponenti: ležaja, pogona s vretenom (funkcionalna jedinica uključuje i prednju i stražnju vretenu glavu), nosača, mjenjača, mjenjača (ako je uređaj neizravnog pogona), elektromehaničkog ili elektronički upravljački uređaj (koristi se jedan ili više upravljačkih krugova na temelju monopločne ili kasetno-modularne konstrukcije), daljinsko upravljanje s tipkama i prekidačima. CNC modul stavlja proizvodnju dijelova na tok, smanjujući ljudski faktor na minimum.


Povijest izgleda
Pokušaji stvaranja primitivnih alatnih strojeva datiraju još iz antičkih vremena. Donedavno, koje je obilježila masovna industrijalizacija - prvo u zapadnim zemljama, a potom i u SSSR-u - alatni strojevi bili su prilično primitivni. Nisu prikladni za proizvodnju velikih razmjera. Pokušaji stvaranja stroja za oštrenje mačeva i bodeža nisu bili neuspješni: još u 4. stoljeću pr. NS. Kinezi su koristili uređaje koji su davali relativno ravnu oštricu.

Mehanička potpora kao učinkovitije sredstvo upravljanja strojem pojavila se tek početkom 18. stoljeća. Stroj tog vremena imao je držač za nož za rezanje, koji je, pomičući se rukom, čvrsto prianjao uz obrađeni komad. Urezivanje navoja vijaka i vijaka smatralo se visokotehnološkom vještinom.
Mehanizirani uređaji počeli su se masovno koristiti tek početkom 20. stoljeća. Elektromotor je eliminirao potrebu za korištenjem konjske vučne sile i zapaljivog goriva na takvim strojevima.
Tijekom sovjetske ere proširili su se tokarski strojevi grupe 16K20, kao i uređaji 1K62.
Sovjetski strojevi su snažni i pouzdani, izdržljivi uređaji koji, uz pravilnu njegu i zamjenu potrošnog materijala, mogu trajati do 150 godina (u skladu s pravilima rada).

Pogledi
Strugovi su dosegli određenu raznolikost vrsta: obrada drva i kamena, obrada metala, tokarilica za staklo i kompozite itd. Zasebna sorta su ukrasni strojevi za urezivanje, koji omogućuju, na primjer, dobivanje ručki za vrata okruglog dizajna.

Specifične vrste strojeva prikazane su u sljedećem popisu.
Tokarilica za rezanje vijaka proizvodi se za rad na crnom i obojenom metalu. Brusi sužene dijelove, reže metričke, inčne, modularne i korakne navoje - i dizajniran je za proizvodnju malih serija. Jedinica 16K20 je upravo to.Tokarski strojevi za rezanje vijaka imaju tri klase točnosti: P - povećana, H - normalna, B - visoka, A - ultra visoka, C - ultra precizna obrada.


Za proizvode za okretanje i vrtuljak, os rotacije nalazi se okomito. Ovaj stroj izrezuje cilindrične i konusne dijelove, obrezuje rubove krajeva i utora. Zahvaljujući modernizaciji moguće je brusiti oblikovane površine prema izvoru kopije, te rezati i brusiti jednostavne proizvode.


Frontalni (lobotocar) mehanizam se prikazuje kod tokarenja dijelova velikog promjera i skraćenih - frontalno ih brusi. Prikladno za preradu skraćenih komponenti kratke duljine i težine preko tone. Ako je opterećenje na pogonu povećano, a rasterećenje dijelova je značajno komplicirano, tada se prednje tokarilice zamjenjuju strojevima za tokarenje.

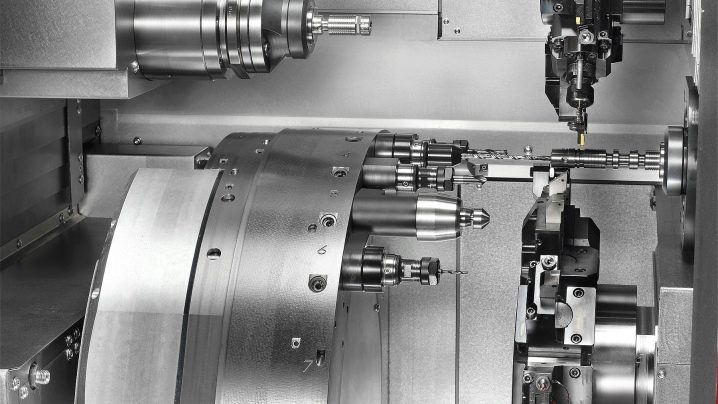
Tokarilica s kupolom izoštrava dijelove od kalibrirane šipke, buši, buši, upušta, odvija tokarenje za oblikovane komponente, reže navoje izvana i iznutra. Opremljen je fotokopirnim strojem i CNC modulom.


Stroj s kliznom glavom brusi dijelove od hladno valjane šipke, profiliranog čelika i žice. Veliki radi s crnim i obojenim metalima, može biti opremljen s dva ili više vretena.
Stroj za tokarenje i glodanje opremljen je automatskim izmjenjivačem rezača. Kombinira jednostavne aktivnosti glodanja i tokarenja za širok raspon primjena.


Klasa točnosti
Strojevi visoke preciznosti namijenjeni su za završnu obradu, a slabostrujni za grubu obradu. Izvorno nazvane jedinice, prema kinematskoj shemi, opremljene su rezačima koji prave utore proizvoljnim redoslijedom, a slabostrujni samo izvode preliminarno rezanje i brušenje površine, omogućujući npr. izradu sfernog ili jajastog oblika dio od kocke.
Po težini
Prijenosni strojevi male snage ne teže više od nekoliko kilograma. Lako se transportira i prenosi u drugu radionicu. Masivni strojevi - podni uređaji: postoji zaseban stol ili postolje, za koje je prikladno raditi. Težina proizvoda - od desetaka kilograma do tona.

Po stupnju automatizacije
Djelomično automatizirani strojevi imaju samo funkciju zaštitnog isključivanja - zbog pregrijavanja motora i mjenjača. Potpuno automatizirani opremljeni su, osim numeričkog upravljačkog modula (CNC), i sigurnosnom blokadom tražila, na primjer: u nedostatku rasvjete u radionici i opasnoj blizini ruku majstora radnom području.

Po fleksibilnosti proizvodnog sustava
Na primjer, ako stroj "zna" kako brusiti cilindrične i konusne dijelove, ali "nije u stanju napraviti sferne dijelove", takav stroj nije sasvim fleksibilan u smislu prenamjene proizvodnje - bez kupnje potpunije funkcionalnije jedinice.
Većina modernih alatnih strojeva izoštravaju dijelove i izratke bilo kojeg oblika, obavljaju pojednostavljeno umjetničko rezanje i tokarenje.

Ovo preobraćenje nije ograničeno na miroljubive aktivnosti. Dakle, brodograditeljska poduzeća Lenjingrada i Moskve, koja su prije Velikog Domovinskog rata proizvodila dijelove za parobrode i ledolomce, počela su proizvoditi tenkove T-34. To je zbog činjenice da su se dijelovi za motore za gorivo koristili i u vojnim brodovima i u tenkovima.
Po posebnoj namjeni
Tokarski stroj, bez obzira na njegovu klasifikaciju, može se prilagoditi za određenu proizvodnju. Na primjer, sklop koji izrađuje duplikate ključeva opremljen je posebnim rezačima za uobičajene veličine i izvođenje kodnih udubljenja koje čine kanalni kod ključa. Kako bi duplikat točno kopirao kod izvornog ključa, tokar stavlja ovaj ključ u radno područje - i postavlja rezače ispod njegovih kodnih praznina. Zatim čarobnjak umeće novu prazninu umjesto izvornog ključa - i na njemu melje isti kod.


Naravno, pogon vretena može ne samo izraditi ključeve, već i, na primjer, brusiti vilice od nehrđajućeg čelika za hranu - sve što trebate učiniti je promijeniti alate za rezanje na njemu, uz pomoć kojih se stvara pribor za jelo .
Malo je vjerojatno da će brusilica vilica koja izrađuje duple ključeve, na primjer, brusiti zamjenske dijelove za rasplinjač automobila, kao što su ventili.
To zahtijeva dublje preopremanje jedinice.


Svestranošću ili uskim fokusom
Tipičan primjer: stroj za oštrenje igala, noževa, oštrica za višekratnu upotrebu i skalpela nije namijenjen za brušenje drvenih i kompozitnih ručki za vrata, brava i protuprovalnih okova za plastične prozore. Stroj koji se koristi za proizvodnju zupčanika također će se nositi s okretanjem dijelova za unutarnje i ručne mehaničke satove, metronome i mjerače vremena, ali na njemu neće biti moguće proizvoditi rezervne dijelove za karburatorske motore automobila. Svi gore navedeni primjeri su za visoko usmjerene strojeve.

Univerzalni strojevi imaju veliku snagu, glatku kontrolu brzine i mogu se jednako uspješno koristiti i za oštrenje svrdla, oštrenje medicinskih skalpela i za okretanje dijelova mjenjača i satnih mehanizama. Skuplji modeli opremljeni su s nekoliko vretena odjednom, od kojih svaki ima svoju opremu. Ovaj pristup je primjenjiv za univerzalne obrtnike koji se u slučaju krize u vezi s određenim vrstama proizvoda redizajniraju za predmete i dijelove potpuno drugačije vrste, koji su trenutno traženiji.


Najbolji proizvođači i modeli
Od alatnih strojeva iz vremena SSSR-a vrijedi spomenuti seriju 16K. Model 16K20 se koristi za osnovno tokarenje, bez obzira na složenost tokaranih dijelova. Od modernijih - za 2021. - predstavljeni su sljedeći modeli.
-
Jedinica za rezanje vijaka DMTG CDS6250B / 1000 - potrošnja energije iz mreže je 7,5 kilovata, napajanje je iz međufaznog napona od 380 volti, težina je 2170 kg. Dizajniran za obradu dijelova čelika, lijevanog željeza i obojenih metala. Promet - 2500 svake minute.


- Univerzalna jedinica DMTG CDS6250B / 1500 za radove tokarenja i rezanja vijaka radi na frekvenciji od 2240 okretaja, težina - 2310 kg, ostali parametri su isti.

- Univerzalni stroj CDS6250B / 2000 - najbliži analog 16K20. Potreban je u većini tvornica za obradu metala iu autoservisu, radi s crnim metalima.

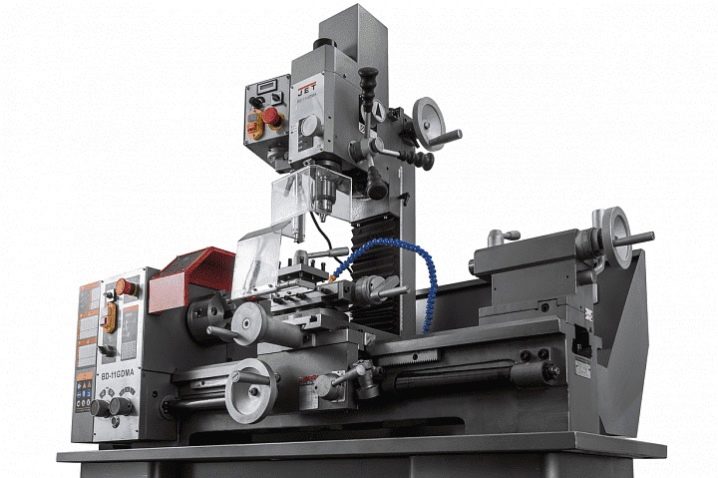
- JET BD-11GDMA - oprema za tokarenje i glodanje. Promet - 2000, radi iz jednostavne jednofazne mreže od 220 V, teži samo četvrt tone.
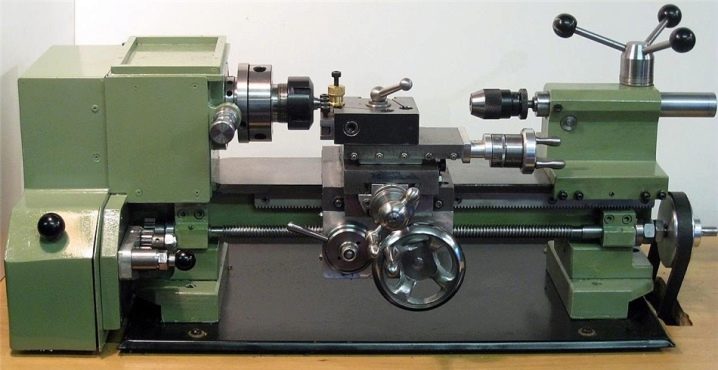
- Model WM180V - 2500 o/min, 600 W, težina - 60 kg. Dizajniran za početnike, radi s obojenim metalima, kompozitima i plastikom. Pogodan za kućni ili školski rad na nastavi rada.

Korisnici biraju uređaj koji može riješiti većinu najzahtjevnijih zadataka u skladu s raspoloživim proračunom.
Komponente i rezervni dijelovi
Prije servisiranja i popravka stroja nije suvišno upoznati se s popisom glavnih komponenti koje je potrebno zamijeniti jer im ponestane resursa.
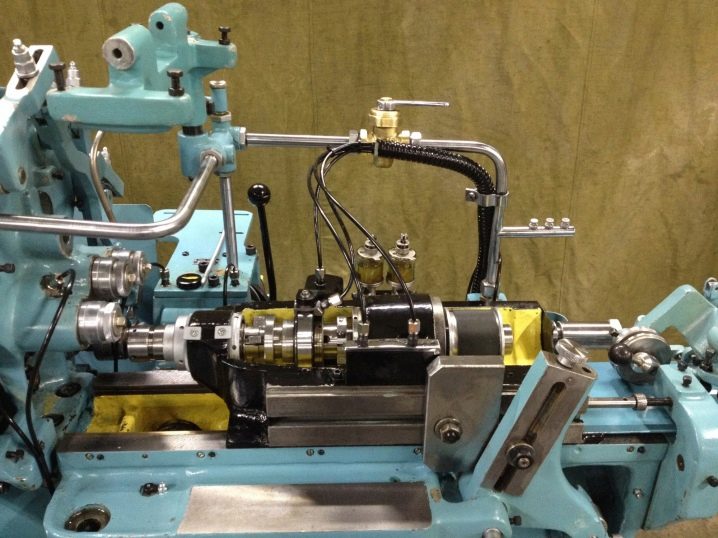
Pogon je fiksiran na ležaju - motor s vretenom, s njim su kombinirani prednji i stražnji nosač. Vreteno vam omogućuje fiksiranje rezača (bušilica, rezač, plosnati noževi) postavljenih pod željenim kutom.
Potpuno ispravljen stroj, s posebno jakim i tvrdim rezačima, s redovitim, sustavnim podmazivanjem, reže čelik tankim pločama - baš kao što kuhinjski nož reže smrznuti maslac.

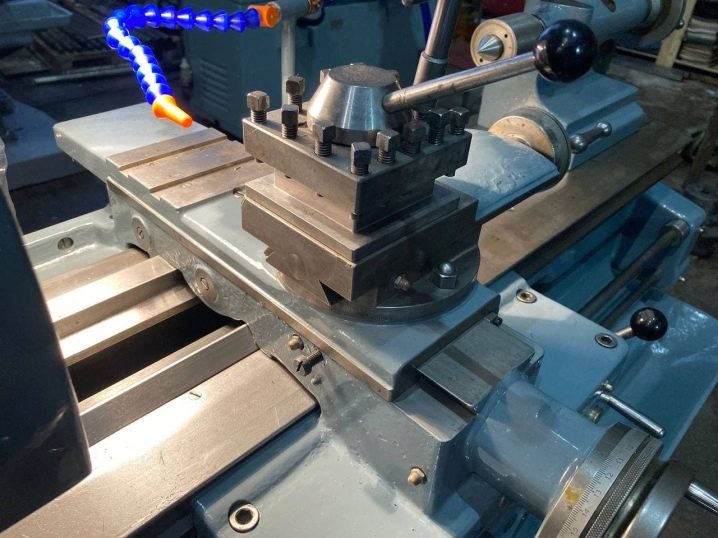
Kompletan s pogonom, komplet za montažu za početnu ugradnju stroja uključuje potporu, pregaču, jedinice za prebacivanje brzine i pomaka, kao i upravljačku ploču. Potpuno funkcionalni automatski strojevi također su opremljeni "mozgom" - CNC jedinicom. Svi gore navedeni čvorovi pričvršćeni su na okvir uređaja. Vodiči (tzv.slajd) omogućuju vam da obradak pomičete strogo unutar određenih projekcija, ne dopuštajući mu da proizvoljno odstupa, što bi odmah dovelo do oštećenja cijelog izratka. Držač alata (stezna glava vretena) pouzdano drži noževe koji se koriste za rezanje metala i legura prema crtežima obratka.

Savjeti za odabir
Prilikom odabira usredotočite se prvenstveno na snagu koju će vaše ožičenje izdržati. Prilikom odabira stroja koji troši više od 3 kW, bit će potrebno zamijeniti 16-amperske strojeve sa 25-, 50- ili 100-amperskim, kao i zamijeniti mjerač s vršnom propusnom snagom većom od 3,2 kW.
Početnici koji tek svladavaju osnove proizvodnje alatnih strojeva prestaju birati strojeve manje visokih performansi: ovdje je važno da se uređaj, u koji je uloženo više od deset tisuća rubalja, kupuje ne samo zbog hobija , ali bi se isplatilo, u idealnom slučaju, donijelo prihod nekoliko puta veći rashodovnu stavku.
Ako ste zauzeti finom obradom izratka, tada će vam trebati mnogo snalažljiviji, iako ne uvijek prilično moćan uređaj.
Stroj koji teži više od tone može zahtijevati ojačani temelj u prostoriji u kojoj je ugrađen. Običan drveni pod težak dvije ili više tone srušit će se za nekoliko tjedana ili mjeseci nakon početka radova.
Značajke rada
Okretni moment s motora prenosi se preko mjenjača, na kojem se mijenjaju brzine, na vreteno, a s njega, uz pomoć naglavka, na rezač. Pokretima rezača upravljaju vodilice koje opterećuju radni komad za okretanje u radno područje.

Stroj za rezanje metala, drva i građe, kompozita i stakla, prema klasifikaciji i svojoj strukturi, je uređaj relativno precizne mehanike. Prilikom rada ne bi trebao nepotrebno vibrirati, kucati, trzati se s jedne strane na drugu – to bi deseterostruko pogoršalo kvalitetu obrađenih dijelova. Pogon i vreteno, na koje su pričvršćeni rezači, idealno rade dobro, neusklađenost motora i mjenjača praktički je isključena. Rezači bi u idealnom slučaju uvijek trebali biti oštri.

Ako, unatoč ispravnosti i operativnosti stroja, kvaliteta rezanja ostane loša i ima netočnost, tada se rezač mora naoštriti, ispraviti i, ako je potrebno, zamijeniti novim.
Nijanse popravka
Neispravnosti tokarilice mogu uključivati sljedeće:
-
tijelo ima pukotine, čips, skidanje navojnih spojeva, neravnost i kršenje geometrije;
-
osovine se s vremenom troše, njihovo centriranje je poremećeno;
-
prirubnice možda neće čvrsto pristajati jedna uz drugu, kao i pokazati pukotine i strugotine u rupama pričvrsnih točaka komponenti;
-
zupčanici se razlikuju po trošenju zuba i prisutnosti "jajeta", iz kojeg se pojavljuje radijalni odboj prijenosnog elementa;
-
olovni vijci i klinovi imaju trošenje navoja i stanjivanje susjednih površina.

Redovni popravci provode se kada su dijelovi s površinama za trljanje istrošeni. To je zamjena ležajeva i četkica motora, čišćenje i podmazivanje jedinica i mehanizama za trljanje. Glavni - uglavnom zamjena osovina i zupčanika, popravak oštećenja okvira ili zamjena njegovih neispravnih komponenti.













Komentar je uspješno poslan.